La pressatura isostatica a sacco umido è un processo produttivo utilizzato per compattare materiali in polvere in forme solide e ad alta densità, immergendo uno stampo flessibile sigillato direttamente in un fluido pressurizzato. A differenza della pressatura uniassiale, che applica forza da una sola direzione, questa tecnica utilizza la fluidodinamica per applicare una pressione uguale da ogni angolazione, ottenendo componenti con eccezionale uniformità strutturale.
Il concetto chiave Sebbene più lenta dei metodi automatizzati di produzione di massa, la pressatura isostatica a sacco umido è il gold standard per ottenere alta densità del materiale e consistenza uniforme. È la scelta ottimale quando si producono componenti grandi e complessi o piccole serie di produzione in cui l'integrità del materiale è fondamentale.

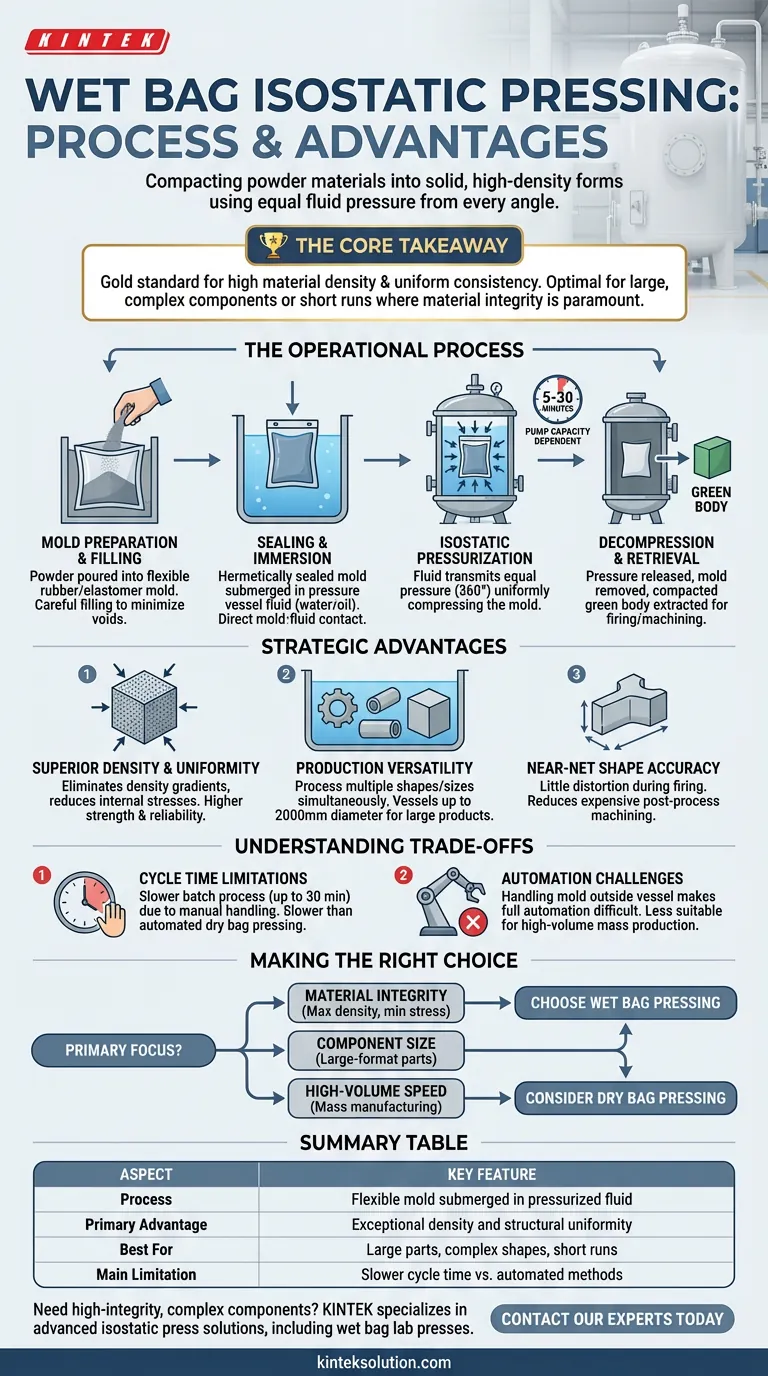
Il Processo Operativo
Fase 1: Preparazione e Riempimento dello Stampo
Il processo inizia con uno stampo flessibile, tipicamente realizzato in gomma o elastomero, che definisce la geometria del pezzo finale. Il materiale in polvere viene versato in questo sacco. Per garantire un risultato privo di difetti, la polvere deve essere riempita con cura per minimizzare i vuoti iniziali.
Fase 2: Sigillatura e Immersione
Una volta riempito, lo stampo viene sigillato ermeticamente per evitare qualsiasi intrusione di fluido. Questo "sacco" sigillato viene quindi posto all'interno di un recipiente a pressione e completamente immerso in un mezzo liquido, come acqua o olio. Questo contatto diretto tra lo stampo e il fluido è la caratteristica distintiva del metodo "a sacco umido".
Fase 3: Pressurizzazione Isostatica
Il recipiente viene pressurizzato, trasmettendo forza attraverso il fluido. Poiché i fluidi trasferiscono la pressione in modo uniforme in tutte le direzioni, lo stampo flessibile viene compresso uniformemente attorno alla polvere. Questo richiede tipicamente da 5 a 30 minuti, a seconda delle dimensioni del componente e della capacità della pompa.
Fase 4: Decompressione e Recupero
Al termine del tempo di permanenza, la pressione viene rilasciata. Lo stampo viene rimosso dal fluido e il pezzo compattato – ora una massa solida nota come "corpo verde" – viene estratto. Il pezzo è quindi pronto per la cottura o la lavorazione finale.
Vantaggi Strategici del Metodo
Densità e Uniformità Superiori
Il principale beneficio ingegneristico è l'eliminazione dei gradienti di densità. Poiché la pressione viene applicata a 360 gradi, il materiale si compatta uniformemente, riducendo le sollecitazioni interne e le sacche d'aria. Ciò porta a una maggiore resistenza e affidabilità nel prodotto finale rispetto ai pezzi pressati in stampi rigidi.
Versatilità di Produzione
Il processo a sacco umido è altamente adattabile. Poiché il recipiente a pressione è essenzialmente un grande serbatoio, è possibile processare forme e dimensioni multiple contemporaneamente in un unico lotto. È l'unico metodo pratico per pressare prodotti estremamente grandi, con diametri dei recipienti in grado di ospitare pezzi fino a 2000 mm.
Precisione di Forma Quasi Finale (Near-Net Shape)
Grazie alla compattazione uniforme, il "corpo verde" presenta una distorsione minima durante la cottura. Ciò si traduce in un'elevata precisione dimensionale, riducendo significativamente la necessità di lavorazioni post-processo costose e dispendiose in termini di tempo.
Comprendere i Compromessi
Limitazioni del Tempo Ciclo
Il vincolo maggiore della pressatura a sacco umido è la velocità. La natura manuale del carico, della sigillatura, dell'immersione e dello scarico dei sacchi lo rende un processo a lotto relativamente lento. I cicli possono richiedere fino a 30 minuti, mentre metodi alternativi come la pressatura a sacco secco sono progettati per cicli rapidi e automatizzati.
Sfide di Automazione
A differenza della pressatura a sacco secco, dove la membrana è fissata nel recipiente per un rapido riempimento, la pressatura a sacco umido comporta la manipolazione dello stampo all'esterno del recipiente. Ciò rende difficile l'automazione completa. È generalmente meno adatta per la produzione di massa ad alto volume di pezzi semplici, dove la velocità è la metrica principale.
Fare la Scelta Giusta per il Tuo Obiettivo
La decisione di utilizzare la pressatura isostatica a sacco umido dipende dal bilanciamento tra la necessità di qualità del materiale e il throughput di produzione richiesto.
- Se la tua priorità assoluta è l'Integrità del Materiale: Scegli la pressatura a sacco umido per componenti critici che richiedono la massima densità e stress interni minimi.
- Se la tua priorità assoluta sono le Dimensioni del Componente: Utilizza questo metodo per pezzi di grande formato che fisicamente non possono entrare nelle presse automatiche standard.
- Se la tua priorità assoluta è la Velocità di Produzione di Massa: Considera invece la pressatura a sacco secco, poiché i tempi ciclo del sacco umido sono probabilmente troppo lenti per la produzione di massa.
La pressatura a sacco umido rimane la soluzione superiore per applicazioni complesse e di alto valore, dove il costo di un ciclo più lento è superato dalla necessità di prestazioni impeccabili del materiale.
Tabella Riassuntiva:
| Aspetto | Caratteristica Chiave |
|---|---|
| Processo | Stampo flessibile immerso in fluido pressurizzato |
| Vantaggio Principale | Eccezionale densità e uniformità strutturale |
| Ideale per | Pezzi grandi, forme complesse, piccole serie |
| Limitazione Principale | Tempo ciclo più lento rispetto ai metodi automatizzati |
Hai bisogno di produrre componenti complessi e ad alta integrità? KINTEK è specializzata in soluzioni avanzate di pressatura isostatica, comprese presse da laboratorio a sacco umido, per aiutarti a ottenere densità e uniformità del materiale superiori per le tue applicazioni più esigenti. Contatta oggi i nostri esperti per discutere come la nostra tecnologia può migliorare le capacità del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
Domande frequenti
- Quali sono i vantaggi dell'utilizzo di una pressa isostatica a caldo (WIP) per le batterie? Ottenere un contatto interfacciale superiore
- Qual è il significato del controllo della temperatura nella Pressatura Isostatica a Caldo? Sbloccare la densificazione uniforme e la stabilità del processo
- Come fanno i materiali a volume sacrificale (SVM) a mantenere i microcanali nella pressatura isostatica? Garantire l'integrità strutturale
- Qual è la funzione della pressione idraulica nella pressatura isostatica a caldo? Raggiungere una densità uniforme del materiale
- Qual è il meccanismo di una pressa isostatica a caldo (WIP) sul formaggio? Padroneggia la pastorizzazione a freddo per una sicurezza superiore








