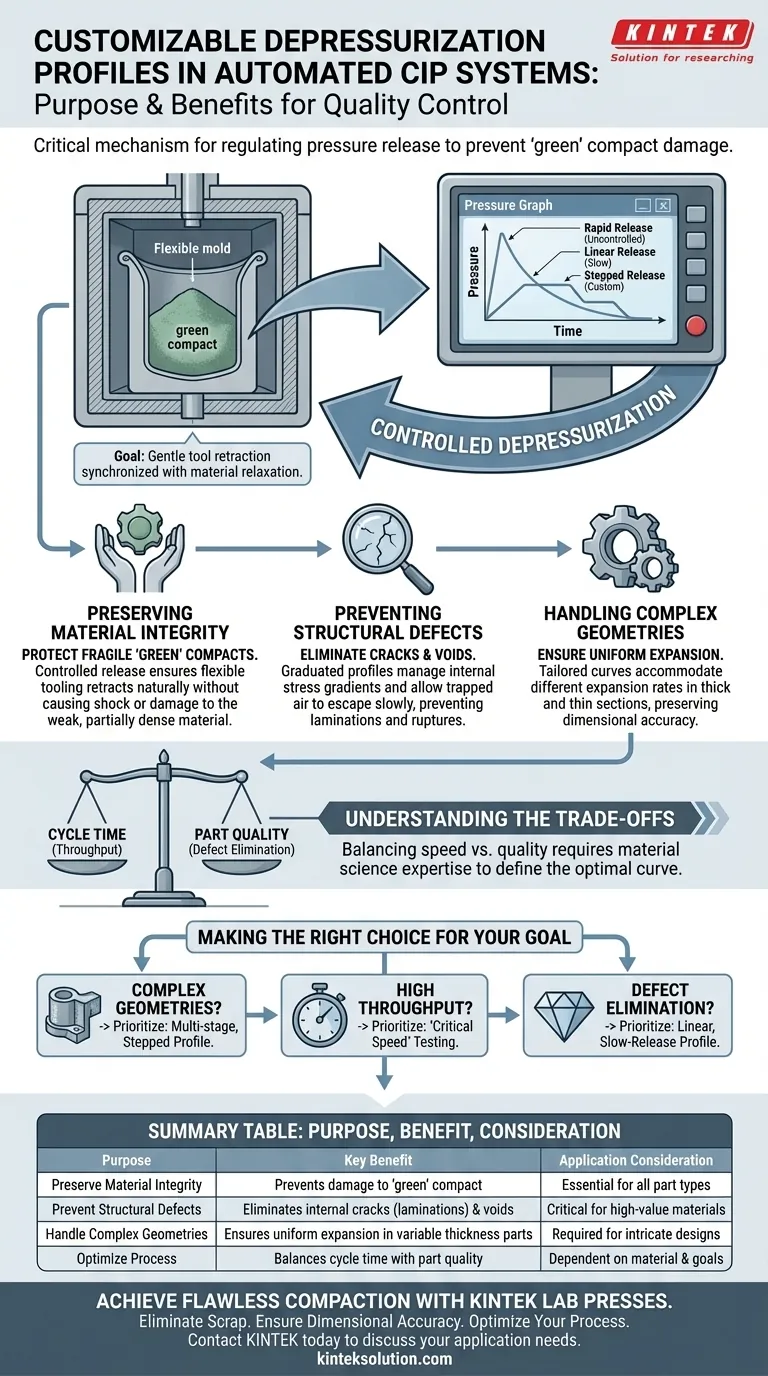
I profili di depressurizzazione personalizzabili fungono da meccanismo critico di controllo della qualità nei sistemi di pressatura isostatica a freddo (CIP). Il loro scopo principale è regolare la velocità con cui la pressione viene rilasciata dopo il ciclo di compattazione, prevenendo l'espansione improvvisa dell'aria intrappolata o il "ritorno elastico" del materiale che distrugge l'integrità strutturale della parte appena formata.
Controllando con precisione la velocità di rilascio della pressione, questi profili assicurano che l'utensile flessibile si ritragga naturalmente senza danneggiare il fragile "compatto verde", prevenendo così difetti come crepe e vuoti.

Preservare l'integrità del materiale
La fase immediatamente successiva alla compattazione ad alta pressione è la parte più delicata del processo CIP.
Lo stato del "compatto verde"
Una volta che la polvere è stata compressa, si converte in un "compatto verde".
Questo materiale è parzialmente denso ma manca della resistenza di una parte sinterizzata. È altamente suscettibile agli urti meccanici.
Controllo del ritiro dell'utensile
Man mano che la pressione diminuisce, lo stampo flessibile (utensile) tenta di tornare alla sua forma originale.
Se la pressione viene rilasciata troppo rapidamente, l'utensile si ritrae violentemente. I profili personalizzabili assicurano che l'utensile si ritragga gradualmente, muovendosi in sincronia con il rilassamento del materiale.
Prevenire difetti strutturali
Il vantaggio più significativo della depressurizzazione regolabile è la riduzione dei tassi di scarto.
Eliminare crepe e vuoti
La depressurizzazione rapida crea gradienti di stress interni.
Ciò spesso si traduce in "laminazioni" o crepe interne invisibili dall'esterno. Un profilo controllato consente agli stress interni di equalizzarsi delicatamente.
Gestire l'espansione dell'aria
Piccole quantità di aria intrappolate nella struttura della polvere si espandono man mano che la pressione esterna diminuisce.
Un profilo di depressurizzazione graduale consente a quest'aria di fuoriuscire o espandersi lentamente senza rompere i legami tra le particelle di polvere.
Gestire geometrie complesse
La depressurizzazione standard e lineare è spesso insufficiente per parti con design intricati.
Sensibilità geometrica
Le parti con spessori di sezione trasversale variabili o curve complesse rispondono in modo diverso ai cambiamenti di pressione.
Una sezione spessa può espandersi a una velocità diversa da una sezione sottile.
Velocità di rilascio personalizzate
I profili personalizzabili consentono agli ingegneri di programmare curve specifiche, come un rilascio a gradini, per accogliere queste differenze.
Ciò garantisce un'espansione uniforme su tutta la geometria, preservando l'accuratezza dimensionale della parte.
Comprendere i compromessi
Sebbene i profili personalizzabili siano essenziali per la qualità, introducono variabili che devono essere gestite.
Tempo ciclo vs. Qualità
Il compromesso principale è il throughput.
Un profilo di depressurizzazione estremamente lento e cauto massimizza la qualità della parte ma estende il tempo ciclo totale.
Complessità operativa
L'implementazione di questi profili richiede una comprensione più approfondita della scienza dei materiali.
Gli operatori non possono semplicemente premere "avvia"; devono definire la curva ottimale per ogni polvere e forma specifica per evitare di perdere tempo in cicli inutilmente lenti.
Fare la scelta giusta per il tuo obiettivo
Quando configuri il tuo sistema CIP, il tuo approccio alla depressurizzazione dovrebbe essere dettato dai requisiti specifici del tuo prodotto finale.
- Se la tua attenzione principale sono le Geometrie Complesse: Dai priorità a un profilo di depressurizzazione a più stadi e a gradini per tenere conto del rilascio di stress non uniforme in spessori variabili.
- Se la tua attenzione principale è l'Alto Throughput: Effettua test per trovare la "velocità critica", ovvero la velocità più rapida con cui puoi depressurizzare senza indurre micro-crepe.
- Se la tua attenzione principale è l'Eliminazione dei Difetti: Utilizza un profilo di rilascio lineare e lento per garantire che l'utensile flessibile si separi delicatamente dal compatto verde.
Il valore ultimo di un profilo personalizzabile è la capacità di bilanciare la velocità di produzione con i limiti fisici del tuo materiale.
Tabella riassuntiva:
| Scopo | Beneficio chiave | Considerazione applicativa |
|---|---|---|
| Preservare l'integrità del materiale | Previene danni al fragile 'compatto verde' | Essenziale per tutti i tipi di parti |
| Prevenire difetti strutturali | Elimina crepe interne (laminazioni) e vuoti | Critico per materiali di alto valore |
| Gestire geometrie complesse | Garantisce un'espansione uniforme in parti con spessore variabile | Richiesto per design intricati |
| Ottimizzare il processo | Bilancia il tempo ciclo (throughput) con la qualità della parte | Dipendente dai materiali e dagli obiettivi della parte |
Ottieni risultati di compattazione impeccabili con una pressa da laboratorio KINTEK.
Il controllo preciso offerto dai profili di depressurizzazione personalizzabili è un segno distintivo delle presse da laboratorio avanzate. La gamma di presse da laboratorio automatizzate di KINTEK, inclusi i modelli isostatici e riscaldati, è progettata per fornire questo livello critico di controllo a ricercatori e specialisti della produzione.
Sia che tu stia sviluppando nuovi materiali o producendo componenti complessi, le nostre presse ti aiutano a:
- Eliminare gli scarti: Proteggi i tuoi preziosi campioni e materiali da difetti indotti da stress come crepe e laminazioni.
- Garantire l'accuratezza dimensionale: Mantieni l'integrità di geometrie complesse e ottieni risultati coerenti e di alta qualità.
- Ottimizzare il tuo processo: Affina i tempi ciclo senza sacrificare la qualità dei tuoi compatti verdi.
Pronto a migliorare le capacità del tuo laboratorio? Contatta KINTALK oggi stesso per discutere come le nostre soluzioni di pressatura possono soddisfare le tue specifiche esigenze applicative.
Guida Visiva
Prodotti correlati
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
Domande frequenti
- Quali sono le caratteristiche chiave dei sistemi automatizzati di pressa isostatica a freddo (CIP) da laboratorio? Ottieni un consolidamento preciso delle polveri ad alta pressione
- Perché le alte velocità di pressurizzazione sono importanti nei sistemi CIP automatizzati? Raggiungere una densità del materiale superiore
- In che modo una pressa isostatica a freddo (CIP) facilita la preparazione di corpi verdi di carburo di silicio (SiC) drogato con CaO?
- Per quali tipi di materiali e applicazioni i sistemi CIP automatizzati sono particolarmente vantaggiosi? Sblocca purezza e forme complesse
- Qual è la funzione principale di una pressa isostatica a freddo (CIP) nella preparazione dei NASICON? Raggiungere il 96% della densità teorica

















