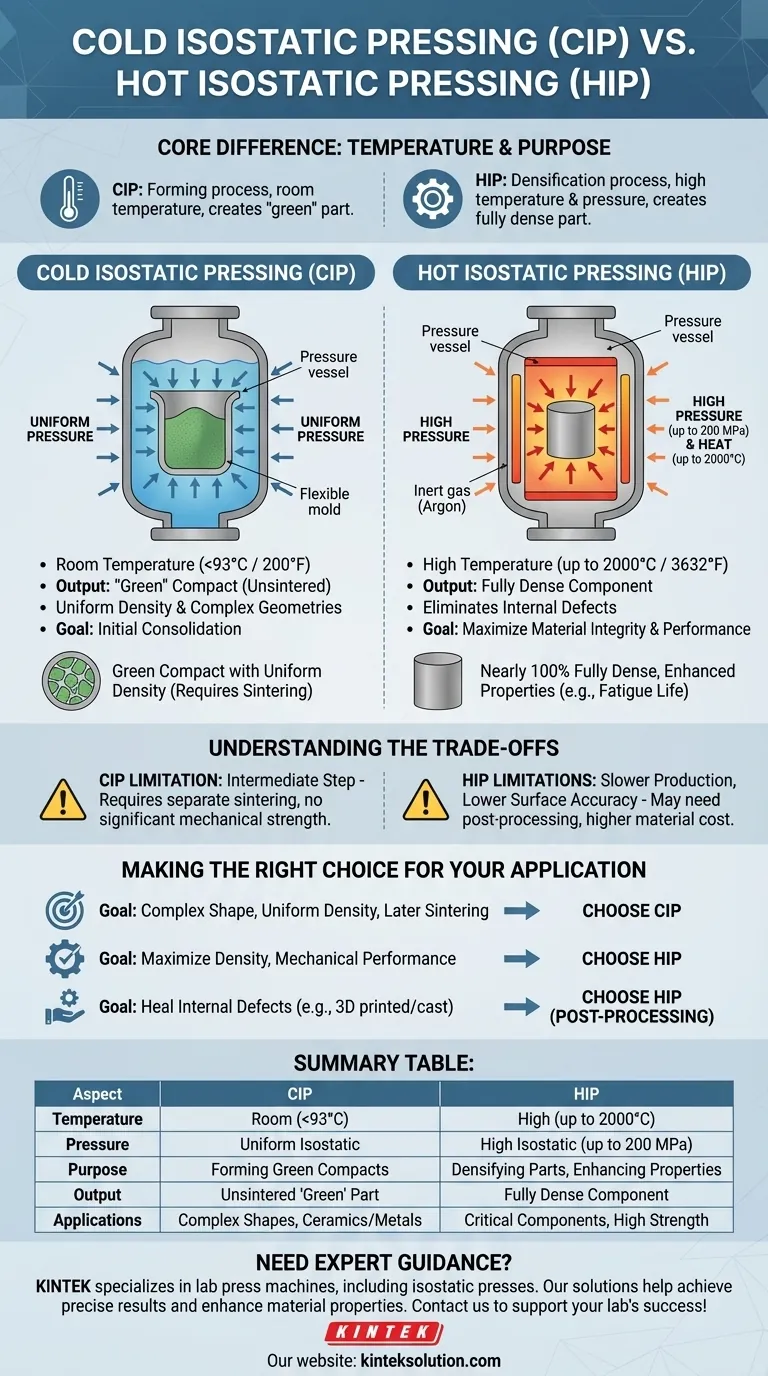
In sostanza, la differenza tra la Pressatura Isostatica a Freddo (CIP) e quella a Caldo (HIP) risiede nella temperatura e nello scopo. La CIP utilizza una pressione uniforme a temperatura ambiente per compattare le polveri in un pezzo "verde", solido ma non sinterizzato. Al contrario, l'HIP combina alta pressione e alta temperatura per creare un componente completamente denso con proprietà del materiale superiori.
La distinzione fondamentale non riguarda solo il calore. La CIP è un processo di formatura utilizzato per creare una forma preliminare, mentre l'HIP è un processo di densificazione e finitura utilizzato per ottenere la massima integrità e prestazione del materiale.
Cos'è la Pressatura Isostatica a Freddo (CIP)?
La Pressatura Isostatica a Freddo è un primo passo essenziale per creare pezzi complessi da materiali in polvere come ceramiche o metalli. Si concentra sul consolidamento iniziale prima del trattamento termico finale.
Il Principio Fondamentale: Pressione Uniforme a Temperatura Ambiente
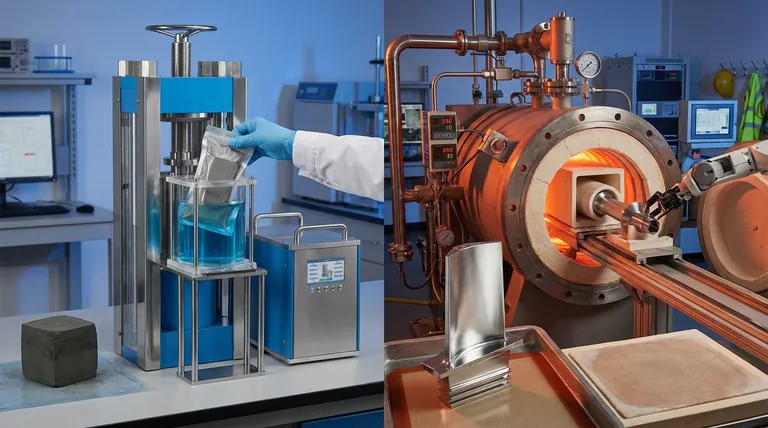
Nella CIP, un materiale in polvere viene sigillato in uno stampo flessibile ed elastomerico. Questo stampo viene quindi immerso in un fluido all'interno di un recipiente a pressione.
Il fluido viene pressurizzato, esercitando una pressione uniforme (isostatica) da tutte le direzioni sullo stampo. Ciò avviene a temperatura ambiente o prossima ad essa (tipicamente inferiore a 93°C / 200°F).
L'Obiettivo: Creare un Compatto "Verde"
Il risultato della CIP non è un pezzo finito. È un compatto "verde", un oggetto solido con sufficiente resistenza per essere maneggiato.
Questo pezzo verde ha una densità molto uniforme in tutta la sua struttura. Questa uniformità è fondamentale per prevenire deformazioni o fessurazioni durante la successiva fase di sinterizzazione ad alta temperatura. La CIP è anche eccellente per creare geometrie complesse senza la necessità di leganti o cere.
Cos'è la Pressatura Isostatica a Caldo (HIP)?
La Pressatura Isostatica a Caldo è un processo di trattamento termico che va ben oltre la semplice formatura. Viene utilizzata per eliminare difetti interni e raggiungere la massima densità teorica di un materiale.
Il Principio Fondamentale: Calore e Pressione Simultanei
Durante l'HIP, un componente viene posto all'interno di un recipiente a pressione con un'atmosfera controllata. Il recipiente è quindi sottoposto sia a temperature estremamente elevate (fino a 2000°C / 3632°F) sia a alta pressione isostatica (fino a 200 MPa / 30.000 psi).
Il mezzo di pressione è un gas inerte, più comunemente argon, che previene reazioni chimiche con il materiale alle alte temperature.
L'Obiettivo: Piena Densità e Proprietà Migliorate
La combinazione di calore e pressione fa sì che i pori interni, le cavità e le microfessure all'interno del materiale collassino e si saldino a livello atomico.
Ciò si traduce in un componente che è quasi al 100% completamente denso. I benefici sono significativi, inclusi un netto miglioramento delle proprietà meccaniche come la vita a fatica (spesso di un fattore da 10 a 100), la resistenza all'usura e la resistenza alla corrosione. L'HIP assicura che il materiale abbia una forza uniforme in tutte le direzioni.
Comprendere i Compromessi
Sebbene potenti, nessuno dei due processi è una soluzione universale. Comprendere i loro limiti è fondamentale per utilizzarli in modo efficace.
Il Limite Intrinseco della CIP
Il "limite" principale della CIP è che si tratta di una fase intermedia di produzione. Un pezzo verde ottenuto da un processo CIP non ha una significativa resistenza meccanica e deve essere sottoposto a un processo di sinterizzazione separato ad alta temperatura per diventare un componente durevole e funzionale.
I Limiti Pratici dell'HIP
L'HIP fornisce risultati eccezionali ma comporta vincoli pratici.
Il processo ha una velocità di produzione più lenta rispetto a metodi come la compattazione a stampo, rendendolo meno adatto alla produzione ad alto volume.
Può anche comportare una minore accuratezza superficiale a causa dell'uso di utensili flessibili o della deformazione del materiale. Ciò spesso richiede fasi di post-lavorazione come la lavorazione meccanica per soddisfare tolleranze dimensionali precise. Infine, il processo si basa spesso su polveri specializzate e costose, il che può aumentare le spese per i materiali.
Fare la Scelta Giusta per la Tua Applicazione
La tua scelta tra CIP e HIP dipende interamente dal tuo obiettivo finale: stai formando una forma preliminare o perfezionando un pezzo finale?
- Se il tuo obiettivo principale è creare una forma complessa a base di polvere con densità uniforme per una successiva sinterizzazione: La CIP è la scelta giusta per produrre un compatto verde di alta qualità.
- Se il tuo obiettivo principale è ottenere la massima densità e prestazione meccanica in un componente critico: L'HIP è il processo definitivo per creare un pezzo completamente denso con vita a fatica e resistenza migliorate.
- Se il tuo obiettivo principale è riparare difetti interni in un pezzo esistente (ad esempio, una fusione o un metallo stampato in 3D): L'HIP viene utilizzato anche come fase di post-elaborazione per eliminare la porosità interna e migliorare significativamente l'integrità del pezzo.
In definitiva, la selezione del processo corretto richiede di definire se è necessario modellare il materiale o perfezionarne fondamentalmente la struttura interna.
Tabella Riassuntiva:
| Aspetto | Pressatura Isostatica a Freddo (CIP) | Pressatura Isostatica a Caldo (HIP) |
|---|---|---|
| Temperatura | Temperatura ambiente (<93°C) | Alta temperatura (fino a 2000°C) |
| Pressione | Pressione isostatica uniforme | Alta pressione isostatica (fino a 200 MPa) |
| Scopo | Formazione di compatti verdi per la sinterizzazione | Densificazione dei pezzi per la piena densità e proprietà migliorate |
| Risultato | Pezzo 'verde' non sinterizzato con densità uniforme | Componente completamente denso con proprietà meccaniche migliorate |
| Applicazioni Chiave | Forme complesse in ceramica/metalli prima della sinterizzazione | Componenti critici che richiedono elevata vita a fatica e resistenza |
Hai bisogno di una guida esperta sulla scelta della pressa giusta per il tuo laboratorio? KINTEK è specializzata in macchine per presse da laboratorio, incluse presse automatiche da laboratorio, presse isostatiche e presse da laboratorio riscaldate, progettate per soddisfare le tue esigenze specifiche di compattazione delle polveri e densificazione dei materiali. Le nostre soluzioni ti aiutano a ottenere risultati precisi, migliorare l'efficienza e aumentare le proprietà dei materiali. Contattaci oggi per discutere come possiamo supportare il successo del tuo laboratorio! Contattaci ora
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- In che modo la pressatura isostatica a freddo (CIP) elettrica contribuisce al risparmio sui costi? Sblocca efficienza e riduci le spese
- Qual è il principio operativo fondamentale di una Pressa Isostatica a Freddo (CIP) da Laboratorio Elettrica? Ottenere una uniformità superiore nella compattazione delle polveri
- Quali sono alcune applicazioni di ricerca dei CIP da laboratorio elettrici? Sbloccare la densificazione uniforme della polvere per materiali avanzati
- Cos'è la pressa isostatica a freddo (CIP) elettrica da laboratorio e qual è la sua funzione principale? Ottieni pezzi uniformi ad alta densità
- Quali sono le applicazioni delle presse isostatiche a freddo da laboratorio elettriche in contesti di ricerca? Sviluppo e ricerca di materiali avanzati con CIP ad alta pressione
















