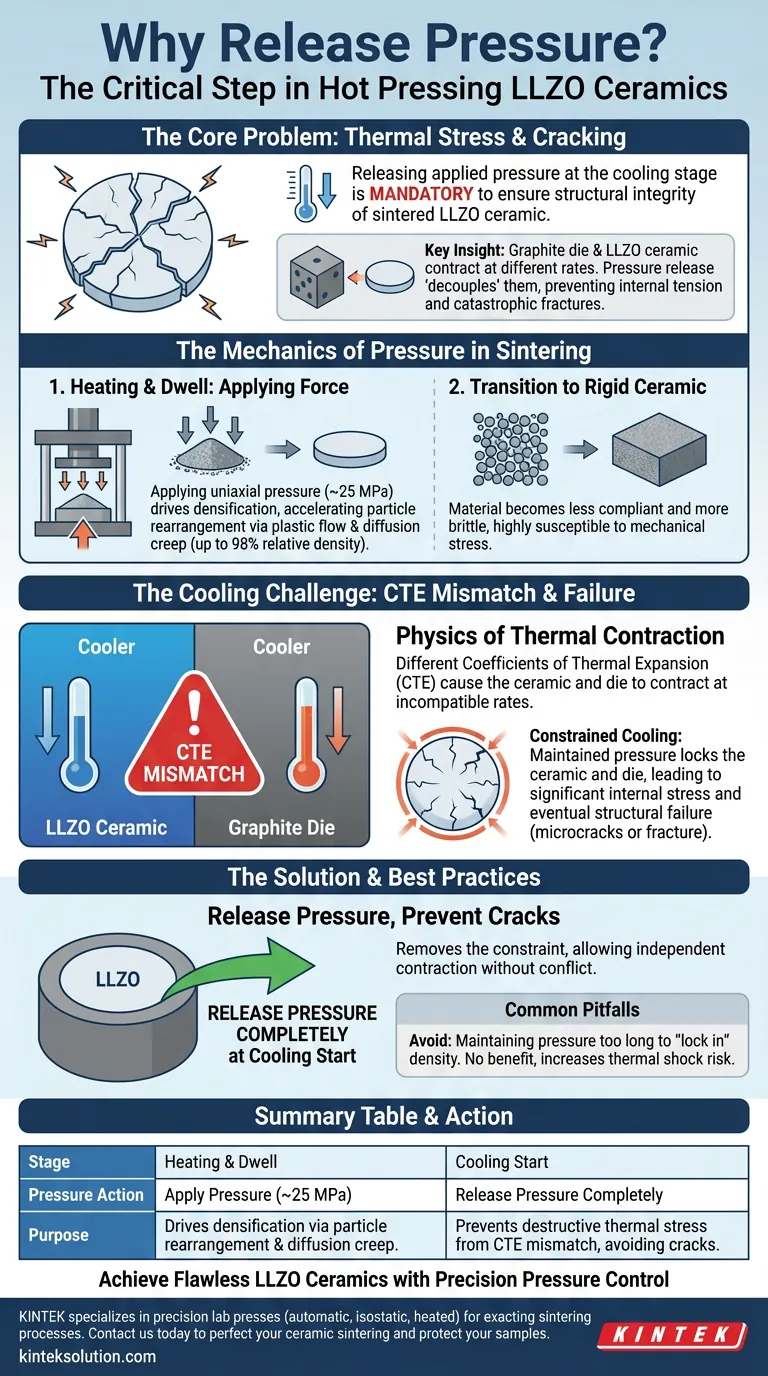
Rilasciare la pressione applicata all'inizio della fase di raffreddamento è un passaggio obbligatorio per garantire l'integrità strutturale della ceramica LLZO sinterizzata. Il materiale LLZO e lo stampo in grafite utilizzati nella pressatura a caldo possiedono coefficienti di espansione termica differenti. Se la pressione meccanica viene mantenuta durante la diminuzione della temperatura, questa discrepanza fa sì che i materiali si contraggano a velocità incompatibili, causando stress termici distruttivi e crepe.
Lo stampo in grafite e la ceramica LLZO si restringono a velocità diverse durante il raffreddamento. Rilasciare la pressione "disaccoppia" efficacemente questi materiali, prevenendo l'accumulo di tensione interna che causa microcrepe e fratture catastrofiche nel campione densificato.

La meccanica della pressione nella sinterizzazione
Il ruolo della forza applicata
Durante le fasi di riscaldamento e mantenimento, l'applicazione di pressione uniassiale (tipicamente intorno ai 25 MPa) è il principale motore della densificazione. Questa forza meccanica accelera il riarrangiamento delle particelle di polvere e aumenta l'area di contatto tra di esse. Attivando meccanismi di trasporto di massa come il flusso plastico e il creep diffusivo, questa pressione consente al materiale di raggiungere densità relative prossime al 98% molto più velocemente rispetto ai metodi senza pressione.
La transizione alla ceramica rigida
Mentre la pressione è benefica per la compattazione della polvere, il suo ruolo cambia una volta completata la densificazione. Il materiale si trasforma da polvere granulare a corpo ceramico solido e denso. In questa fase, il materiale diventa significativamente meno conforme e più fragile, rendendolo suscettibile allo stress meccanico.
La fisica della contrazione termica
Discrepanza nel coefficiente di espansione termica (CTE)
Il problema principale durante il raffreddamento è la differenza nel coefficiente di espansione termica tra la ceramica LLZO e lo stampo in grafite. Questi due materiali distinti rispondono ai cambiamenti di temperatura fisicamente in modi diversi. Mentre il sistema si raffredda dalla temperatura di sinterizzazione, entrambi i materiali tentano naturalmente di contrarsi, ma lo fanno in gradi diversi.
La conseguenza del raffreddamento vincolato
Se la pressa idraulica continua ad esercitare forza, blocca fisicamente la ceramica e lo stampo insieme. Poiché si contraggono a velocità diverse, una significativa tensione interna inizia ad accumularsi all'interfaccia dei materiali. La ceramica LLZO rigida non può deformarsi per accomodare questo stress.
Fallimento strutturale risultante
Quando la tensione termica interna supera la resistenza del materiale, l'energia viene rilasciata attraverso la frattura. Questo si manifesta come microcrepe, che compromettono le prestazioni elettrochimiche, o una frattura completa del campione. Rilasciare la pressione rimuove il vincolo, consentendo alla ceramica e allo stampo di contrarsi indipendentemente senza conflitti.
Errori comuni da evitare
Sottovalutare il momento del rilascio
Un errore comune è mantenere la pressione troppo a lungo nella rampa di raffreddamento nel tentativo di "bloccare" la densità. Questo è inutile perché i meccanismi di densificazione (diffusione e flusso) cessano efficacemente una volta che la temperatura scende significativamente. Mantenere la pressione non offre ulteriori benefici e introduce solo il rischio di shock termico e fratture da stress.
Ignorare le condizioni di pre-sinterizzazione
Mentre la pressione di raffreddamento è fondamentale per la prevenzione delle crepe, la densità è influenzata anche dal trattamento di pre-sinterizzazione. L'uso di una pressa da laboratorio riscaldata a temperature moderate (ad esempio, 80°C) sul corpo verde può migliorare il contatto iniziale tra le particelle. Tuttavia, nessun pre-trattamento salverà un campione sottoposto a stress meccanico durante la fase di raffreddamento della sinterizzazione finale.
Fare la scelta giusta per il tuo processo
Per ottenere una ceramica LLZO densa e priva di crepe, devi bilanciare la necessità di pressione durante il riscaldamento con la necessità di rilassamento durante il raffreddamento.
- Se il tuo obiettivo principale è massimizzare la densità: Applica una pressione uniassiale costante (ad esempio, 25 MPa) durante le fasi di riscaldamento e mantenimento per attivare il creep diffusivo e il riarrangiamento delle particelle.
- Se il tuo obiettivo principale è prevenire le crepe: Rilascia completamente il carico meccanico immediatamente all'inizio della rampa di raffreddamento per isolare la ceramica dalla contrazione termica dello stampo.
Aderendo a questo protocollo di rilascio della pressione, proteggi la microstruttura densa che hai lavorato per creare, garantendo un foglio ceramico finale di alta qualità.
Tabella riassuntiva:
| Fase | Azione di pressione | Scopo |
|---|---|---|
| Riscaldamento e Mantenimento | Applica Pressione (~25 MPa) | Guida la densificazione tramite riarrangiamento delle particelle e creep diffusivo. |
| Inizio Raffreddamento | Rilascia Completamente la Pressione | Previene stress termici distruttivi da discrepanza CTE, evitando crepe. |
Ottieni ceramiche LLZO dense e impeccabili con un controllo preciso della pressione. Il corretto protocollo di pressatura a caldo è essenziale per il successo. KINTEK è specializzata in macchine per pressatura da laboratorio (incluse presse da laboratorio automatiche, isostatiche e riscaldate) progettate per processi di sinterizzazione di laboratorio esigenti. Le nostre attrezzature forniscono il controllo affidabile di cui hai bisogno per perfezionare la tua sinterizzazione ceramica. Contattaci oggi stesso per discutere come le nostre soluzioni possono migliorare le capacità del tuo laboratorio e proteggere i tuoi preziosi campioni. Mettiti in contatto con i nostri esperti
Guida Visiva
Prodotti correlati
- Macchina pressa idraulica riscaldata ad alta temperatura automatica con piastre riscaldate per il laboratorio
- Laboratorio manuale riscaldato macchina pressa idraulica con piastre calde
- Stampo speciale per stampa a caldo da laboratorio
- Laboratorio Split manuale riscaldato macchina pressa idraulica con piastre calde
- Pressa Idraulica Riscaldata Automatica con Piastre Calde per Laboratorio
Domande frequenti
- Quale ruolo svolge una pressa idraulica riscaldata nei test sui materiali e nella ricerca? Approfondimenti essenziali per l'innovazione di laboratorio
- Quali sono i requisiti per la pressatura degli elettrodi con liquidi ionici ad alta viscosità come EMIM TFSI? Ottimizzare le prestazioni
- Quali sono i vantaggi dell'aggiunta di un elemento riscaldante a una pressa idraulica? Sblocca la sintesi di materiali avanzati
- Perché è necessaria una pressa idraulica da laboratorio con piastre riscaldanti per film di PLA/TEC? Ottenere un'integrità precisa del campione
- Come viene controllata la temperatura della piastra riscaldante in una pressa idraulica da laboratorio? Ottenere precisione termica (20°C-200°C)













