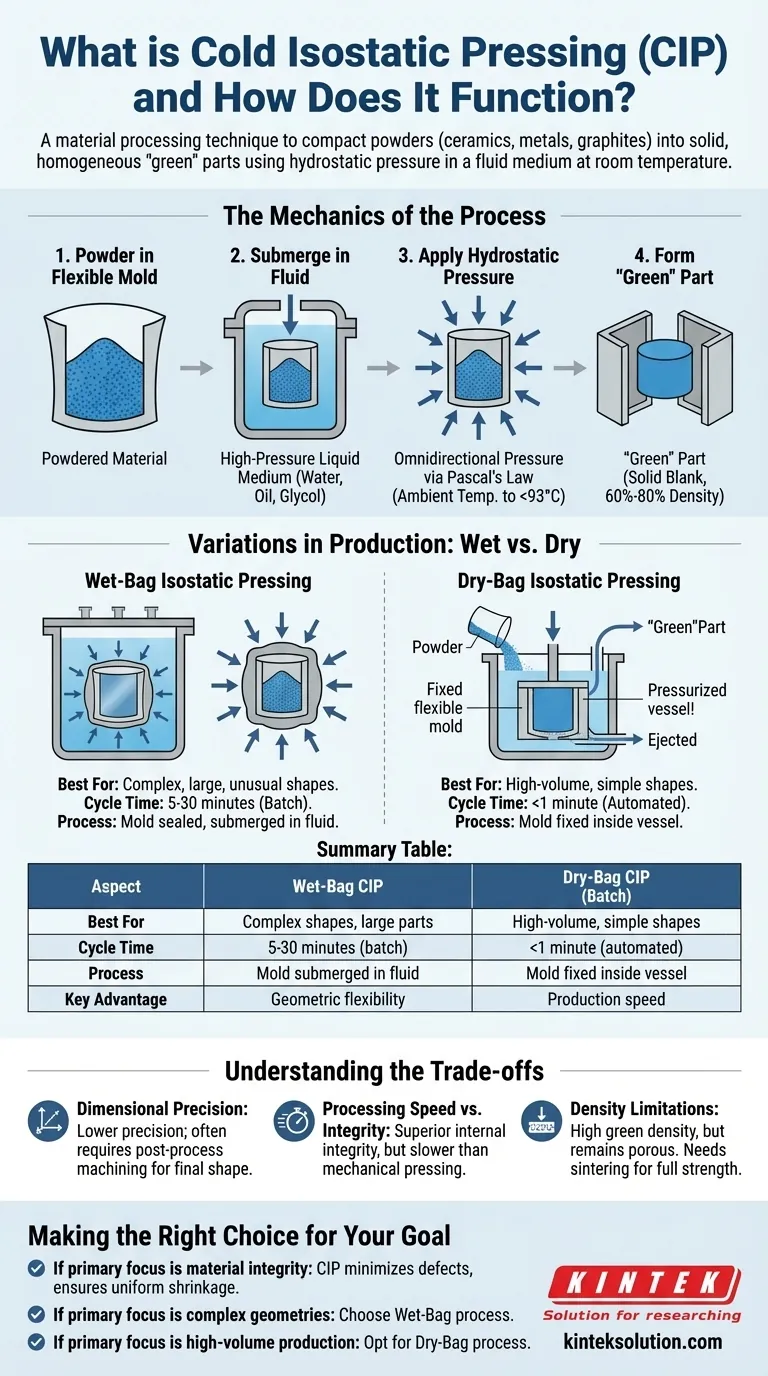
La pressatura isostatica a freddo (CIP) è una tecnica di lavorazione dei materiali utilizzata per compattare le polveri—tipicamente ceramiche, metalli o grafiti—in masse solide e omogenee note come parti "verdi". Sigillando la polvere in uno stampo elastomerico flessibile e immergendola in un mezzo liquido ad alta pressione (solitamente acqua, olio o glicole), il sistema utilizza la pressione idrostatica per compattare il materiale uniformemente da tutte le direzioni a temperatura ambiente.
Il vantaggio distintivo della CIP rispetto alla pressatura tradizionale con stampo è l'applicazione di una pressione omnidirezionale basata sulla Legge di Pascal. Poiché la forza viene applicata uniformemente a ogni superficie della parte, il compattato risultante possiede una densità uniforme in tutto, eliminando virtualmente i gradienti di stress interni che causano crepe e distorsioni durante la successiva sinterizzazione o cottura.

La Meccanica del Processo
Il Principio della Pressione Idrostatica
A differenza della pressatura uniassiale, che comprime la polvere dall'alto verso il basso, la CIP si basa sulla Legge di Pascal. Questo principio afferma che la pressione applicata a un fluido racchiuso viene trasmessa integralmente in ogni direzione.
Lo Stampo e il Mezzo
Il materiale in polvere viene posto all'interno di uno stampo flessibile, spesso realizzato in gomma, plastica o elastomero. Questo contenitore sigillato viene quindi immerso in un mezzo liquido all'interno di un recipiente a pressione.
Compattazione a Temperatura Ambiente
Il sistema pressurizza il fluido, tipicamente a temperature ambiente o leggermente superiori (sotto i 93°C). Questo comprime lo stampo flessibile contro la polvere, legando le particelle per formare una geometria solida.
Lo Stato "Verde"
L'output è una parte "verde"—un grezzo solido con sufficiente resistenza per la manipolazione e la lavorazione. A seconda del materiale, queste parti raggiungono tipicamente dal 60% all'80% della loro densità teorica (potenzialmente superiore per metalli specifici), rendendole preforme ideali per la sinterizzazione finale o la pressatura isostatica a caldo (HIP).
Variazioni nella Produzione: Umido vs. Secco
Pressatura Isostatica a Sacco Umido (Wet-Bag)
In questa variante, lo stampo riempito viene sigillato all'esterno del recipiente e quindi completamente immerso nel fluido di pressione. Questo metodo è ideale per produrre forme grandi, complesse o insolite. Tuttavia, è un processo a batch con un tempo ciclo più lento, che richiede tipicamente da 5 a 30 minuti.
Pressatura Isostatica a Sacco Secco (Dry-Bag)
Qui, lo stampo flessibile è fissato direttamente all'interno del recipiente a pressione. La polvere viene versata nello stampo, pressurizzata e rimossa senza che lo stampo lasci mai il recipiente. Ciò consente l'automazione e tempi ciclo molto più rapidi (spesso inferiori a 1 minuto), rendendolo adatto alla produzione di massa ad alto volume di forme più semplici.
Comprendere i Compromessi
Precisione Dimensionale
Poiché lo stampo è flessibile, la CIP non può garantire l'elevata tolleranza dimensionale della pressatura con stampo rigido. Le superfici risultanti sono spesso irregolari o "ruvide". Di conseguenza, le parti richiedono solitamente una lavorazione post-processo per raggiungere la loro forma netta finale.
Velocità di Elaborazione vs. Integrità
Mentre la CIP produce un'integrità strutturale interna superiore, è generalmente più lenta dei metodi di pressatura meccanica. L'uso della fluidodinamica e della gestione delle guarnizioni aggiunge complessità al ciclo di produzione.
Limitazioni di Densità
La CIP è principalmente una fase di pre-elaborazione. Sebbene raggiunga un'elevata densità "verde", la parte rimane porosa rispetto a un componente completamente fuso o colato. Deve subire la sinterizzazione (cottura) per raggiungere la sua resistenza finale e la piena densità.
Fare la Scelta Giusta per il Tuo Obiettivo
- Se il tuo obiettivo principale è l'integrità del materiale: La CIP è superiore per minimizzare i difetti, garantendo che la parte si contragga uniformemente durante la cottura senza deformazioni o crepe.
- Se il tuo obiettivo principale sono le geometrie complesse: Scegli il processo Wet-Bag, poiché accoglie forme intricate e rapporti d'aspetto elevati che gli stampi rigidi non possono rilasciare.
- Se il tuo obiettivo principale è la produzione ad alto volume: Opta per il processo Dry-Bag per ottenere tempi ciclo rapidi per componenti semplici come isolatori di candele o sfere abrasive.
La CIP è la soluzione produttiva definitiva quando l'uniformità interna e la struttura del materiale di alta qualità sono più critiche della velocità di produzione grezza o della precisione dimensionale "pronta all'uso".
Tabella Riassuntiva:
| Aspetto | CIP a Sacco Umido | CIP a Sacco Secco |
|---|---|---|
| Ideale Per | Forme complesse, parti grandi | Alto volume, forme semplici |
| Tempo Ciclo | 5-30 minuti (batch) | <1 minuto (automatizzato) |
| Processo | Stampo immerso nel fluido | Stampo fissato all'interno del recipiente |
| Vantaggio Chiave | Flessibilità geometrica | Velocità di produzione |
Hai bisogno di produrre parti in ceramica o metallo ad alta integrità con densità uniforme?
KINTEK è specializzata in macchine per presse da laboratorio avanzate, comprese le presse isostatiche, progettate per soddisfare le precise esigenze della ricerca e sviluppo di laboratorio. Le nostre soluzioni di pressatura isostatica a freddo (CIP) ti aiutano a ottenere un'integrità del materiale superiore e a minimizzare i difetti nelle tue polveri compattate.
Contattaci oggi stesso per scoprire come la nostra affidabile tecnologia di presse isostatiche può migliorare il tuo flusso di lavoro di lavorazione dei materiali e fornire risultati coerenti e di alta qualità.
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Qual è il principio operativo fondamentale di una Pressa Isostatica a Freddo (CIP) da Laboratorio Elettrica? Ottenere una uniformità superiore nella compattazione delle polveri
- In che modo la pressatura isostatica a freddo (CIP) elettrica contribuisce al risparmio sui costi? Sblocca efficienza e riduci le spese
- Quali sono alcune applicazioni di ricerca dei CIP da laboratorio elettrici? Sbloccare la densificazione uniforme della polvere per materiali avanzati
- A quale scopo vengono utilizzate le capacità ad alta pressione delle presse isostatiche a freddo da laboratorio elettriche? Raggiungere densità superiori e parti complesse
- Quali sono le caratteristiche delle soluzioni standard di laboratorio CIP elettriche pronte all'uso? Ottenere un'elaborazione immediata ed economicamente vantaggiosa
















