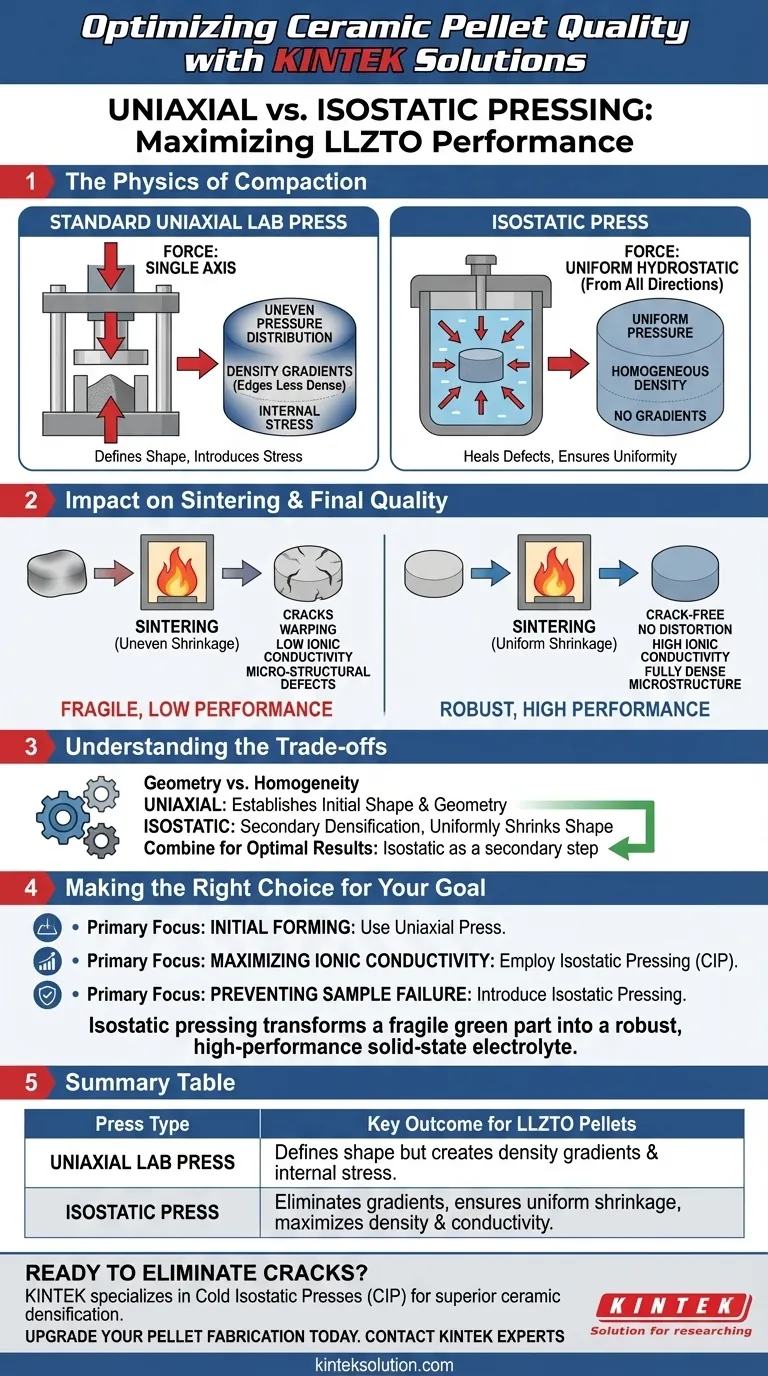
La distinzione principale risiede nella direzionalità della forza: mentre una pressa uniassiale standard applica forza lungo un singolo asse verticale, una pressa isostatica applica una pressione idrostatica uniforme da ogni direzione contemporaneamente.
Questa applicazione multidirezionale elimina i "gradienti di densità" e le sollecitazioni interne intrinseche alla pressatura uniassiale. Specificamente per l'LLZTO (ossido di litio, lantanio, zirconio, tantalio), ciò si traduce in un pellet "verde" (allo stato grezzo) con una maggiore omogeneità. Questa uniformità è fondamentale per prevenire crepe durante la sinterizzazione e massimizzare la conducibilità ionica dell'elettrolita finale.
Concetto chiave La pressatura uniassiale standard crea la forma ma spesso lascia sollecitazioni interne e densità non uniforme. La pressatura isostatica agisce come un miglioratore di qualità vitale, "riparando" efficacemente questi gradienti di densità per garantire che il pellet si contragga uniformemente durante la sinterizzazione, producendo una ceramica densa e altamente conduttiva priva di difetti microstrutturali.

La fisica della compattazione
La limitazione della pressatura uniassiale
Una pressa idraulica da laboratorio standard crea un "corpo verde" (polvere compattata) premendo verticalmente.
Sebbene ciò crei efficacemente una forma definita e aumenti il contatto tra le particelle, l'attrito contro le pareti della matrice causa spesso una distribuzione non uniforme della pressione.
Ciò si traduce in gradienti di densità, dove i bordi o gli angoli del pellet possono essere meno densi del centro.
Il vantaggio isostatico
Una pressa isostatica utilizza un mezzo fluido per applicare pressione uniformemente all'intera superficie del campione.
Poiché la forza è idrostatica (uguale da tutti i lati), comprime la polvere senza i gradienti indotti dall'attrito visti nelle matrici rigide.
Ciò crea una struttura interna uniforme in cui la densità è costante in tutto il volume del pellet.
Impatto sulla sinterizzazione e sulla qualità finale
Eliminazione dei difetti di sinterizzazione
La qualità del corpo verde determina il successo del processo di sinterizzazione ad alta temperatura.
I pellet con gradienti di densità tendono a contrarsi in modo non uniforme durante la cottura. Questa contrazione differenziale causa deformazioni, distorsioni geometriche e crepe.
Garantendo che il corpo verde abbia un profilo di densità uniforme, la pressatura isostatica facilita una contrazione uniforme, aumentando significativamente la resa di pellet ceramici utilizzabili.
Massimizzazione delle prestazioni LLZTO
Per gli elettroliti allo stato solido come l'LLZTO, la densità fisica è direttamente collegata alle prestazioni elettrochimiche.
La pressatura isostatica riduce i vuoti interni e la porosità in modo più efficace rispetto alla sola pressatura uniassiale.
Una microstruttura completamente densa è un prerequisito per un'elevata conducibilità ionica e resistenza meccanica. Inoltre, l'eliminazione dei vuoti è essenziale per prevenire la penetrazione dei dendriti di litio nell'assemblaggio finale della batteria.
Comprensione dei compromessi
Geometria vs. Omogeneità
È importante capire che queste due tecnologie spesso funzionano meglio come sequenza piuttosto che come alternative.
La pressatura uniassiale è eccellente per stabilire la forma e la geometria iniziali del pellet. Tuttavia, introduce sollecitazioni interne.
La pressatura isostatica generalmente non definisce la geometria; riduce uniformemente la forma esistente. Pertanto, è più efficace se utilizzata come passaggio di densificazione secondario per correggere i difetti introdotti dalla formatura uniassiale iniziale.
Fare la scelta giusta per il tuo obiettivo
Per ottimizzare la fabbricazione dei tuoi pellet LLZTO, valuta i tuoi attuali punti di guasto.
- Se il tuo obiettivo principale è la formatura iniziale: Utilizza una pressa uniassiale standard per stabilire la forma definita e la coesione della polvere sciolta.
- Se il tuo obiettivo principale è massimizzare la conducibilità ionica: Impiega la pressatura isostatica (Pressatura Isostatica a Freddo o CIP) come passaggio secondario per eliminare i vuoti e massimizzare la densità relativa finale.
- Se il tuo obiettivo principale è prevenire il cedimento del campione: Introduci la pressatura isostatica per rimuovere i gradienti di densità, che sono la causa principale di crepe e deformazioni durante la fase di sinterizzazione.
Risolvendo le variazioni di densità interne prima del forno, la pressatura isostatica trasforma un pezzo grezzo fragile in un elettrolita allo stato solido robusto e ad alte prestazioni.
Tabella riassuntiva:
| Tipo di pressa | Applicazione della forza | Risultato chiave per i pellet LLZTO |
|---|---|---|
| Pressa da laboratorio uniassiale | Singolo asse verticale | Definisce la forma iniziale ma crea gradienti di densità e sollecitazioni interne. |
| Pressa isostatica | Pressione idrostatica uniforme da tutti i lati | Elimina i gradienti di densità, garantisce una contrazione uniforme e massimizza la densità e la conducibilità finali. |
Pronto a eliminare le crepe e massimizzare le prestazioni dei tuoi elettroliti allo stato solido?
KINTEK è specializzata in presse isostatiche da laboratorio progettate per risolvere esattamente le sfide delineate in questo articolo. Le nostre presse isostatiche a freddo (CIP) sono il passaggio di densificazione secondario ideale per i ricercatori che lavorano con LLZTO e altre polveri ceramiche sensibili, garantendo che i vostri pellet raggiungano la massima densità e conducibilità ionica possibile.
Aggiorna oggi stesso il tuo processo di fabbricazione dei pellet. Contatta i nostri esperti per trovare la pressa isostatica perfetta per le esigenze del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
Domande frequenti
- Qual è il processo coinvolto nella pressatura isostatica a caldo? Padroneggiare la densità uniforme con la tecnologia WIP
- Qual è il meccanismo di una pressa isostatica a caldo (WIP) sul formaggio? Padroneggia la pastorizzazione a freddo per una sicurezza superiore
- Qual è il ruolo del materiale flessibile nella pressatura isostatica a caldo? Chiave per densità uniforme e precisione
- Quali sono i vantaggi dell'utilizzo di una pressa isostatica a caldo (WIP) per le batterie? Ottenere un contatto interfacciale superiore
- Come fanno i materiali a volume sacrificale (SVM) a mantenere i microcanali nella pressatura isostatica? Garantire l'integrità strutturale



















