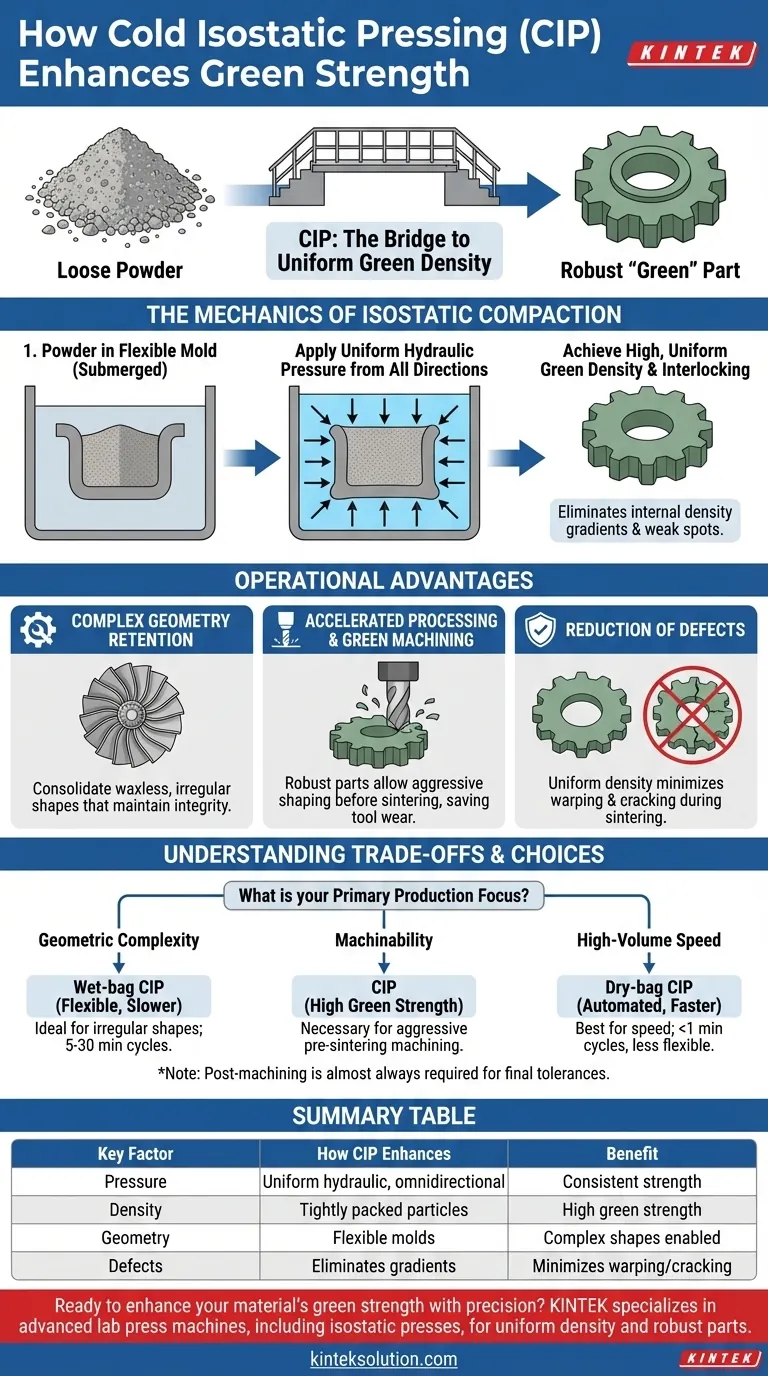
La pressatura isostatica a freddo (CIP) migliora la resistenza a verde applicando un'alta pressione idraulica uniforme ai materiali in polvere da ogni direzione contemporaneamente. Questa compressione omnidirezionale elimina i gradienti di densità interni, bloccando le particelle di polvere in una massa coesa e solida che può resistere alla manipolazione, al trasporto e alla lavorazione prima del processo di sinterizzazione finale.
Concetto chiave: La CIP è il ponte tra la polvere sfusa e un componente finito. Ottenendo una densità a verde uniforme, previene le debolezze strutturali comuni in altri metodi di stampaggio, consentendo alle fragili parti "verdi" di essere manipolate e sagomate senza sgretolarsi.
La meccanica della compattazione isostatica
Applicazione di pressione uniforme
A differenza dei metodi di pressatura tradizionali che applicano forza da uno o due assi, la CIP utilizza un mezzo liquido, tipicamente acqua, per trasmettere la pressione.
Un contenitore sigillato ed elastomerico contenente la polvere viene immerso in questo liquido. Il sistema quindi pressurizza il fluido, esercitando una forza uguale su ogni superficie dello stampo.
Ciò si traduce in un materiale con resistenza uniforme in tutta la sua geometria, eliminando i "punti deboli" causati dalla distribuzione non uniforme della pressione.
Ottenere un'alta densità a verde
Il principale motore della resistenza a verde è la densità. La CIP forza le particelle in una disposizione strettamente impacchettata che la vibrazione meccanica o la pressatura uniassiale non possono raggiungere.
Questa consolidazione ad alta pressione aumenta l'attrito e l'incastro tra le particelle.
Il risultato è un corpo "verde" che mantiene rigidamente la sua forma, nonostante non sia ancora chimicamente legato tramite calore (sinterizzazione).
Mantenimento di geometrie complesse
La CIP utilizza sacche elastomeriche flessibili anziché stampi rigidi.
Ciò consente il consolidamento di forme complesse e senza cera che sarebbero impossibili da espellere da uno stampo rigido standard.
Poiché la densità è uniforme, parti lunghe o irregolari mantengono la loro integrità strutturale e non si afflosciano o si crepano sotto il proprio peso una volta rimosse dallo stampo.
Vantaggi operativi per la produzione
Accelerazione del processo
I materiali con un'elevata resistenza a verde migliorano significativamente la produttività.
Poiché le parti sono robuste, possono essere spostate alla fase di lavorazione successiva immediatamente.
Questa durabilità consente una lavorazione a verde aggressiva, ovvero la sagomatura della parte mentre è abbastanza morbida da essere tagliata facilmente ma abbastanza resistente da non rompersi, riducendo l'usura degli utensili rispetto alla lavorazione di parti indurite.
Riduzione dei difetti
L'uniformità fornita dalla CIP è fondamentale per la qualità finale della parte.
Le variazioni nella densità a verde spesso portano a deformazioni o crepe durante la fase di sinterizzazione.
Garantendo che il corpo verde sia uniforme fin dall'inizio, la CIP minimizza questi scarti a valle, contribuendo indirettamente alla durezza, alla resistenza all'usura e alla stabilità termica del componente finale.
Comprendere i compromessi
Precisione dimensionale e lavorazione
Sebbene la CIP fornisca eccellenti proprietà dei materiali, raramente è un processo "net-shape".
Lo stampo flessibile si deforma durante la pressatura, il che significa che le dimensioni esterne della parte verde non sono perfettamente precise.
Di conseguenza, la lavorazione postuma è quasi sempre richiesta per ottenere le tolleranze finali, aggiungendo un passaggio al flusso di lavoro di produzione.
Variabilità del tempo ciclo
La velocità del processo dipende fortemente dal metodo specifico utilizzato.
La lavorazione a sacco umido è versatile ma lenta, con tempi ciclo che vanno da 5 a 30 minuti, rendendola migliore per parti complesse a basso volume.
La lavorazione a sacco secco è automatizzata e molto più veloce (meno di 1 minuto), ma è generalmente meno flessibile per quanto riguarda le modifiche alla geometria delle parti.
Fare la scelta giusta per il tuo obiettivo
Per determinare se la CIP è la soluzione corretta per i tuoi requisiti di resistenza a verde, considera i tuoi specifici obiettivi di produzione:
- Se la tua priorità principale è la complessità geometrica: La CIP è ideale perché la pressione isostatica garantisce una densità uniforme in forme irregolari che si creperebbero negli stampi rigidi.
- Se la tua priorità principale è la lavorabilità: La CIP fornisce l'elevata resistenza a verde necessaria per lavorare le parti in modo aggressivo prima della sinterizzazione, risparmiando tempo e prolungando la vita degli utensili.
- Se la tua priorità principale è la velocità di produzione elevata: Devi optare per sistemi CIP automatizzati a sacco secco per superare i limiti di tempo ciclo dei metodi standard a sacco umido.
Stabilizzando la struttura del materiale all'inizio del processo, la CIP trasforma polveri delicate in componenti robusti pronti per applicazioni ad alto stress.
Tabella riassuntiva:
| Fattore chiave | Come la CIP migliora la resistenza a verde |
|---|---|
| Applicazione della pressione | Applica pressione idraulica uniforme da tutte le direzioni contemporaneamente |
| Densità | Ottiene un'alta densità a verde uniforme impacchettando strettamente le particelle |
| Geometria | Consente forme complesse con resistenza costante in tutta la struttura |
| Riduzione dei difetti | Minimizza deformazioni e crepe eliminando i gradienti di densità |
Pronto a migliorare la resistenza a verde del tuo materiale con precisione? KINTEK è specializzata in macchine per presse da laboratorio avanzate, comprese le presse isostatiche, progettate per fornire densità uniforme e parti verdi robuste per le tue esigenze di laboratorio. Sia che tu lavori con geometrie complesse o che richieda un'elevata resistenza a verde per la lavorazione, la nostra esperienza garantisce risultati ottimali. Contattaci oggi stesso per discutere come le nostre soluzioni CIP possono semplificare il tuo processo di produzione e migliorare la qualità dei tuoi componenti!
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Qual è il principio operativo fondamentale di una Pressa Isostatica a Freddo (CIP) da Laboratorio Elettrica? Ottenere una uniformità superiore nella compattazione delle polveri
- Quali sono alcune applicazioni di ricerca dei CIP da laboratorio elettrici? Sbloccare la densificazione uniforme della polvere per materiali avanzati
- In che modo la pressatura isostatica a freddo (CIP) elettrica contribuisce al risparmio sui costi? Sblocca efficienza e riduci le spese
- Quale ruolo svolgono le presse isostatiche a freddo da laboratorio elettriche in contesti industriali? Un ponte tra ricerca e sviluppo e produzione con precisione
- Quali opzioni di personalizzazione sono disponibili per le presse isostatiche a freddo elettriche da laboratorio? Personalizza pressione, dimensioni e automazione per il tuo laboratorio
















