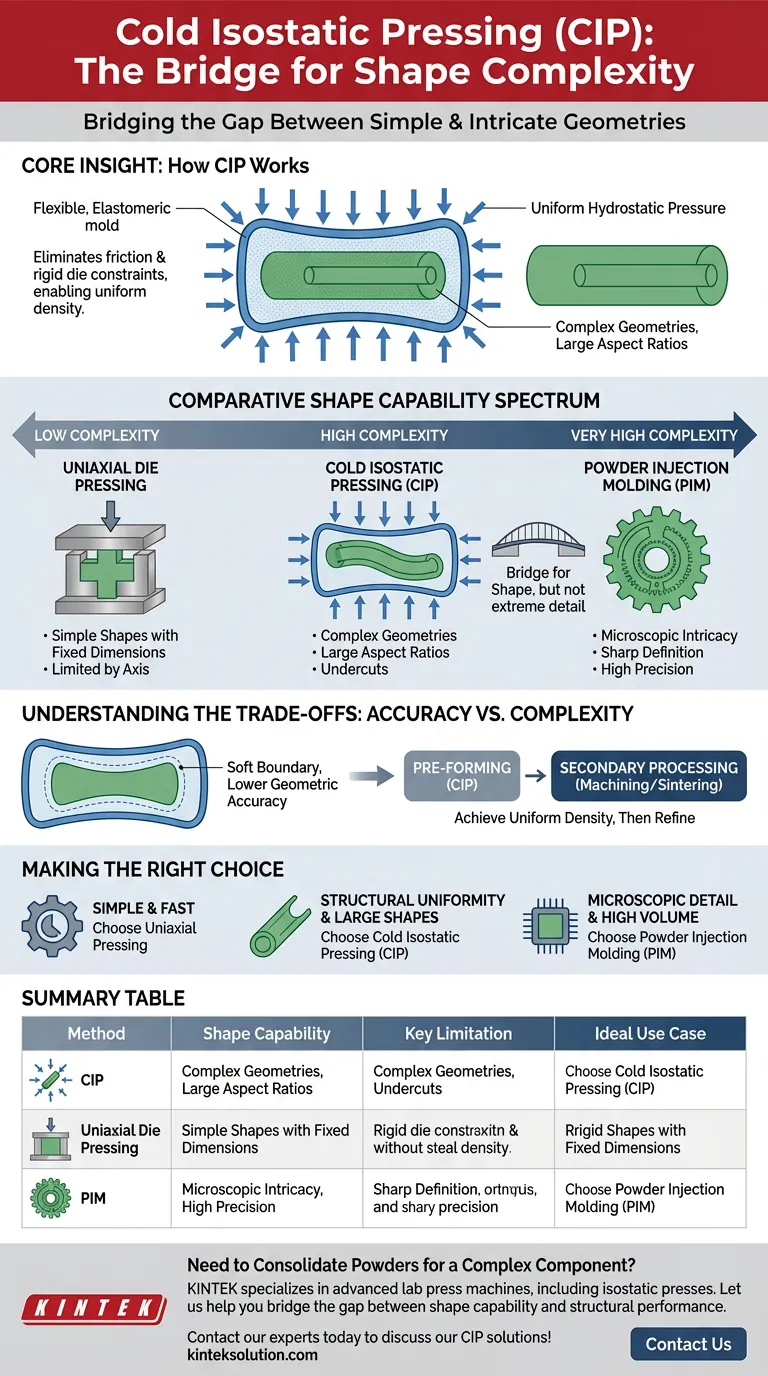
Nello spettro dei metodi di consolidamento delle polveri, la pressatura isostatica a freddo (CIP) funge da ponte funzionale per la complessità della forma. Supera significativamente la pressatura uniassiale standard consentendo la creazione di componenti con elevati rapporti d'aspetto e sottosquadri, tuttavia generalmente manca della capacità di riprodurre l'intricata microstruttura e la definizione nitida ottenibili con lo stampaggio a iniezione di polveri (PIM).
Concetto chiave: La CIP raggiunge la sua versatilità applicando una pressione idrostatica uniforme attraverso uno stampo flessibile, eliminando l'attrito e i vincoli geometrici degli stampi rigidi. Sebbene ciò consenta geometrie complesse come tubi lunghi e interni cavi, la flessibilità dello stampo sacrifica inevitabilmente la precisione geometrica ad alta tolleranza riscontrata nello stampaggio a iniezione.

La meccanica della flessibilità della forma
Per capire perché la CIP funziona meglio di alcuni metodi ma peggio di altri, devi esaminare come viene applicata la forza alla polvere.
Il vantaggio della pressione isostatica
A differenza della pressatura uniassiale, che applica forza lungo un singolo asse, la CIP applica pressione uniformemente da tutte le direzioni.
Ciò utilizza un mezzo fluido per trasmettere la pressione idraulica in modo uniforme sulla superficie dello stampo.
Poiché non vi è attrito della parete dello stampo da superare, la densità rimane costante in tutta la parte, anche in forme complesse o allungate.
Il ruolo degli stampi elastomerici
La CIP utilizza stampi flessibili in gomma o materiali elastomerici simili, anziché stampi metallici rigidi.
Questa flessibilità è la chiave della sua capacità di forma.
Consente la formazione di geometrie che sarebbero impossibili da espellere da uno stampo rigido, come tubi lunghi, strati di elettroliti solidi e ferrite complessa.
Analisi comparativa delle capacità
Quando si seleziona un processo di produzione, è utile considerare la CIP rispetto alle sue alternative principali.
CIP vs. Pressatura uniassiale
La pressatura uniassiale è strettamente limitata a forme semplici con dimensioni fisse.
Poiché preme dall'alto verso il basso, non può accogliere contorni complessi o parti con un significativo rapporto lunghezza-diametro senza soffrire di gradienti di densità.
La CIP aggira completamente questi limiti, offrendo un'uniformità superiore e la capacità di formare geometrie complesse che una pressa verticale rigida non può ottenere.
CIP vs. Stampaggio a iniezione di polveri (PIM)
Sebbene la CIP sia versatile, è considerata inferiore al PIM per quanto riguarda l'estrema complessità.
Il PIM prevede l'iniezione di un materiale in una cavità rigida, consentendo la replicazione di minuscole caratteristiche, angoli acuti e dettagli esterni altamente complessi.
La CIP è più adatta per componenti più grandi, "quasi finiti", mentre il PIM è lo standard per parti piccole, intricate e ad alta precisione.
Comprendere i compromessi: precisione vs. complessità
Sebbene la CIP consenta forme complesse, c'è un compromesso critico per quanto riguarda l'accuratezza geometrica.
La sfida della precisione
La caratteristica stessa che consente la complessità, lo stampo flessibile, è anche fonte di imprecisione.
Poiché lo stampo crea un confine "morbido", la parte verde risultante (la polvere compattata prima della sinterizzazione) ha spesso una minore accuratezza geometrica rispetto alle parti pressate in stampi rigidi.
Strategie di mitigazione
Per affrontare questo problema, la CIP viene spesso utilizzata come operazione di preformatura.
Il processo produce una parte con un'elevata densità verde uniforme (dal 60% all'80% della densità teorica).
Questa parte uniformemente densa può quindi essere lavorata o sinterizzata per ottenere le dimensioni finali e precise, combinando efficacemente l'integrità strutturale della CIP con la precisione della lavorazione secondaria.
Fare la scelta giusta per i tuoi obiettivi di produzione
La selezione del metodo corretto richiede un bilanciamento tra la tua esigenza di complessità geometrica, i tuoi requisiti di tolleranza e il volume di produzione.
- Se il tuo obiettivo principale è la geometria semplice e l'alta velocità: Scegli la Pressatura Uniassiale, poiché è più veloce e sufficiente per parti con dimensioni fisse e semplici.
- Se il tuo obiettivo principale è l'uniformità strutturale in forme grandi o tubolari: Scegli la Pressatura Isostatica a Freddo (CIP) per garantire una densità costante in geometrie complesse che gli stampi rigidi non possono supportare.
- Se il tuo obiettivo principale sono i dettagli microscopici e l'intricata produzione ad alto volume: Scegli lo Stampaggio a Iniezione di Polveri (PIM), poiché offre la massima flessibilità per caratteristiche intricate.
In definitiva, la CIP è la scelta migliore quando il tuo componente richiede un'elevata integrità del materiale e una forma che sfida i vincoli di una pressa monoassiale, a condizione che tu possa prevedere una lavorazione secondaria minore per le tolleranze finali.
Tabella riassuntiva:
| Metodo | Capacità di complessità della forma | Limitazione chiave | Caso d'uso ideale |
|---|---|---|---|
| Pressatura Isostatica a Freddo (CIP) | Alta - Geometrie complesse, elevati rapporti d'aspetto, sottosquadri | Minore accuratezza geometrica dovuta a stampi flessibili | Parti grandi, quasi finite, che richiedono densità uniforme (es. tubi, elettroliti solidi) |
| Pressatura Uniassiale | Bassa - Forme semplici con dimensioni fisse | Gradienti di densità e vincoli geometrici | Produzione semplice e ad alta velocità di forme di base |
| Stampaggio a Iniezione di Polveri (PIM) | Molto alta - Dettagli microscopici, angoli acuti, alta complessità | Maggiore complessità e costo per gli utensili | Parti piccole, ad alta precisione, intricate in grandi volumi |
Hai bisogno di consolidare polveri per un componente complesso?
La scelta del metodo di pressatura corretto è fondamentale per ottenere la complessità della forma e l'integrità del materiale desiderate nel tuo laboratorio. KINTEK è specializzata in macchine per presse da laboratorio avanzate, comprese le presse isostatiche progettate per una densità uniforme in geometrie complesse.
Lasciaci aiutarti a colmare il divario tra capacità di forma e prestazioni strutturali. La nostra esperienza ti assicura di selezionare l'attrezzatura ideale per le tue specifiche esigenze di consolidamento delle polveri, sia per la ricerca e sviluppo che per la produzione.
Contatta oggi stesso i nostri esperti di pressatura per discutere come le nostre soluzioni CIP possono migliorare il tuo processo di produzione!
Guida Visiva
Prodotti correlati
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Perché la pressatura isostatica a freddo (CIP) viene applicata dopo la pressatura uniassiale? Ottimizzare la densità del precursore del superconduttore
- Perché è necessaria una pressa isostatica (CIP) dopo la pressatura uniassiale? Ottenere la trasparenza nelle ceramiche di Nd:Y2O3
- Quali sono i vantaggi di processo nell'uso della pressatura isostatica a freddo (CIP) per LSMO? Ottenere una densità priva di difetti
- Quali sono le caratteristiche chiave dei sistemi automatizzati di pressa isostatica a freddo (CIP) da laboratorio? Ottieni un consolidamento preciso delle polveri ad alta pressione
- In che modo una pressa isostatica a freddo (CIP) facilita la preparazione di corpi verdi di carburo di silicio (SiC) drogato con CaO?










