Il cuore di una pressa a caldo è controllato attraverso un sistema elettronico avanzato che funge da cervello della macchina.Questo sistema consente la regolazione precisa e automatizzata delle tre variabili critiche del processo: temperatura, pressione e tempo.Mentre il controllore elettronico detta i comandi, il lavoro fisico viene eseguito da elementi riscaldanti integrati e da sistemi idraulici o pneumatici che applicano la forza.
Per ottenere un'adesione perfetta non è necessaria la forza bruta, ma la precisione orchestrata da un sistema di controllo ad anello chiuso.Questo sistema misura continuamente le variabili di processo ed effettua regolazioni in tempo reale dei componenti fisici per garantire che il prodotto finale soddisfi esattamente le specifiche di resistenza, durata e precisione.

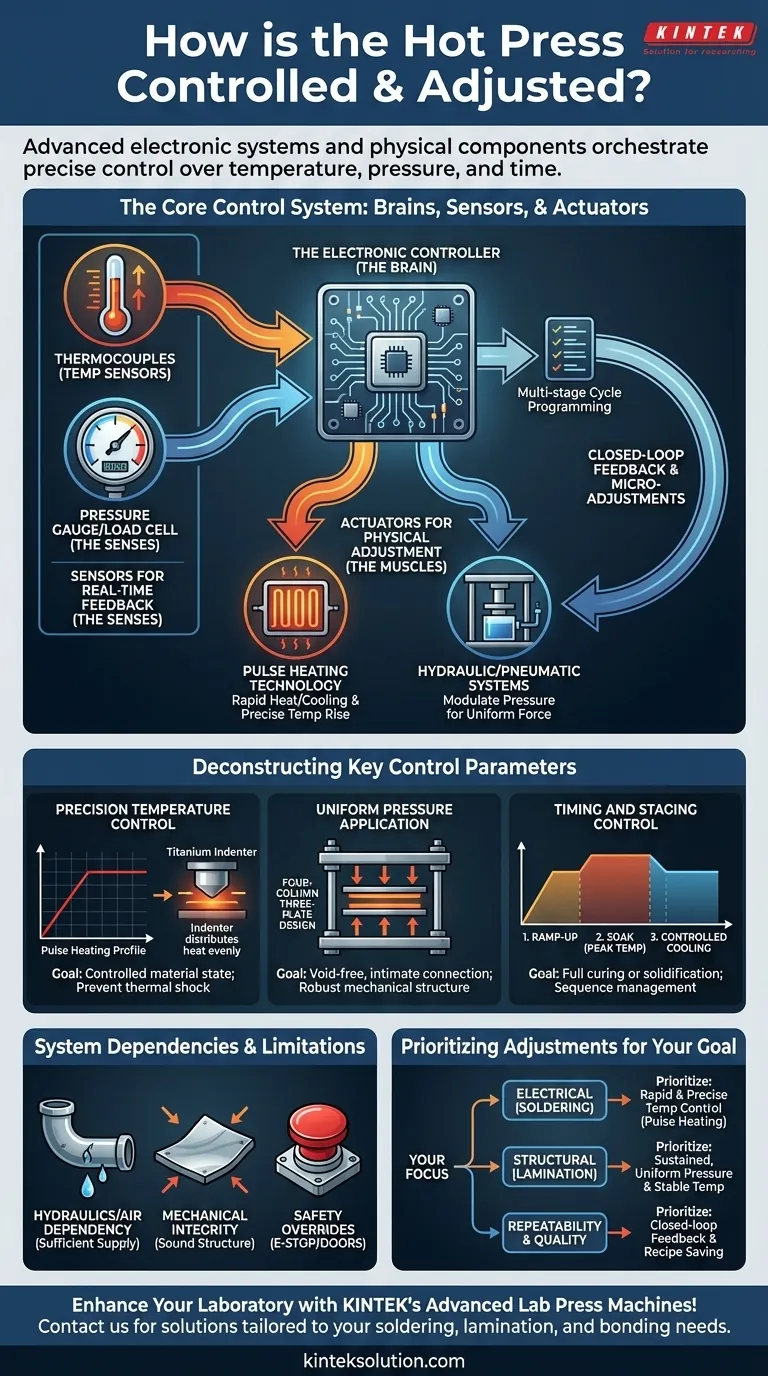
Il sistema di controllo centrale:Cervello, sensori e attuatori
Per capire come viene regolata una pressa a caldo, occorre innanzitutto comprendere i suoi tre componenti fondamentali.Questi componenti lavorano in un ciclo di feedback costante per eseguire un processo programmato.
Il controllore elettronico (il cervello)
Il controllore centrale è il luogo in cui viene definita l'intera ricetta del processo.Consente all'operatore di programmare cicli a più fasi impostando obiettivi specifici di temperatura, livelli di pressione e durata per ciascuna fase dell'operazione.
Questa unità elabora i dati in tempo reale ed esegue le istruzioni pre-pianificate con grande precisione.
Sensori per il feedback in tempo reale (i sensi)
Per funzionare in modo efficace, un controllore deve "vedere" ciò che sta accadendo. Le termocoppie o altri sensori di temperatura, spesso incorporati vicino all'elemento riscaldante, forniscono letture a temperatura costante.
Allo stesso modo, un manometro digitale o cella di carico misura l'esatta quantità di forza applicata al pezzo.Questo feedback è fondamentale per effettuare microregolazioni.
Attuatori per la regolazione fisica (i muscoli)
Il controllore invia segnali agli attuatori per eseguire il lavoro fisico. La tecnologia di riscaldamento a impulsi consente, ad esempio, di riscaldare e raffreddare in modo estremamente rapido, controllando con precisione la corrente elettrica dell'elemento riscaldante.
La forza viene applicata da una pressa idraulica o un sistema pneumatico.Il controllore modula la pressione dell'olio o dell'aria compressa per aumentare, diminuire o mantenere la pressione al livello esatto richiesto dalla ricetta del processo.
Decostruzione dei parametri di controllo chiave
Ogni regolazione su una pressa a caldo è destinata a manipolare una delle tre variabili chiave.Il livello di sofisticazione del sistema di controllo determina la precisione con cui queste possono essere gestite.
Controllo della temperatura di precisione
L'obiettivo principale del controllo della temperatura è portare i materiali (come la saldatura o l'adesivo) a uno stato specifico in modo controllato.I sistemi avanzati utilizzano riscaldamento a impulsi con campionamento rapido (ad esempio, 0,1s) per seguire con precisione un profilo di aumento della temperatura programmato.
In questo modo si evitano gli shock termici ai componenti e si garantisce che il materiale si sciolga e fluisca correttamente.L'uso di un penetratore in titanio o un analogo strumento ad alta conduttività assicura che il calore sia distribuito uniformemente su tutta la superficie di incollaggio.
Applicazione uniforme della pressione
La pressione è essenziale per creare una connessione intima e senza vuoti tra le parti.Questo risultato si ottiene in genere con una struttura meccanica robusta, come una struttura a quattro colonne e tre piastre. quattro colonne e tre piastre, che resiste alla deflessione e mantiene il perfetto parallelismo sotto carico. che resiste alla deflessione e mantiene le piastre perfettamente parallele sotto carico.
Il controllore regola il sistema idraulico o pneumatico per applicare una pressione uniforme, eliminando i vuoti d'aria e garantendo che la saldatura fusa o l'adesivo indurente formino un legame completo e affidabile.
Controllo dei tempi e delle fasi
Un processo di incollaggio non è un singolo evento, ma una sequenza.Il controllore elettronico gestisce la durata di ogni fase, dalla rampa di riscaldamento iniziale, al tempo di "immersione" alla temperatura massima, fino alla fase di raffreddamento controllata.
Questo controllo temporale assicura che gli adesivi abbiano il tempo sufficiente per polimerizzare completamente o che le saldature si solidifichino correttamente, formando un solido collegamento meccanico ed elettrico.
Comprendere le dipendenze e i limiti del sistema
Anche il sistema di controllo più avanzato è soggetto a vincoli fisici e requisiti operativi.Comprenderli è fondamentale per la risoluzione dei problemi e per ottenere risultati coerenti.
La dipendenza dall'idraulica e dall'aria compressa
Il controllore elettronico è impotente se i sistemi idraulici o pneumatici sono compromessi.Il sistema richiede pressione e volume d'aria sufficienti (o la pressione del fluido idraulico) per azionare correttamente la pressa.
Una perdita o un'alimentazione insufficiente impediranno alla macchina di raggiungere la pressione desiderata, indipendentemente dai comandi del controllore.
L'importanza dell'integrità meccanica
La precisione del sistema di controllo viene meno se la struttura fisica della macchina non è solida.Una piastra deformata o una struttura struttura a quattro colonne La pressione non è uniforme e ciò compromette l'obiettivo di un'adesione perfetta.
La manutenzione e la calibrazione regolari dei componenti meccanici sono fondamentali quanto i controlli elettronici.
Override del sistema di sicurezza
Tutte le moderne presse a caldo sono dotate di meccanismi di sicurezza come interruttori di arresto di emergenza e porte di sicurezza .Questi sistemi sono cablati per escludere il controllore principale, arrestando istantaneamente le operazioni per garantire la sicurezza dell'operatore.
Come dare priorità alle regolazioni per il vostro obiettivo
Le impostazioni "corrette" dipendono interamente dall'applicazione.Utilizzare questi principi per guidare le regolazioni.
- Se l'obiettivo principale è il collegamento elettrico (saldatura): Privilegiare un controllo rapido e preciso della temperatura, utilizzando un riscaldamento a impulsi per fondere rapidamente la saldatura senza surriscaldare i componenti sensibili.
- Se l'obiettivo principale è l'incollaggio strutturale (laminazione): Privilegiare una pressione sostenuta e uniforme e una temperatura stabile per garantire la completa polimerizzazione dell'adesivo sull'intera superficie.
- Se l'obiettivo principale è la ripetibilità del processo e la garanzia di qualità: Privilegiate un sistema con feedback ad anello chiuso, visualizzazione della temperatura in tempo reale e possibilità di salvare e richiamare ricette di processo specifiche.
In definitiva, la padronanza del controllo della pressa a caldo consiste nel capire come i comandi elettronici si traducono nelle forze fisiche del calore e della pressione.
Tabella riassuntiva:
| Parametro di controllo | Componenti chiave | Funzione |
|---|---|---|
| Temperatura di esercizio | Regolatore elettronico, termocoppie, riscaldamento a impulsi | Assicura un riscaldamento e un raffreddamento precisi per l'incollaggio dei materiali |
| Pressione | Sistema idraulico/pneumatico, manometro digitale | Applica una forza uniforme per eliminare i vuoti e garantire legami forti |
| Tempo | Programmazione del ciclo in più fasi | Gestisce le fasi del processo di polimerizzazione e solidificazione |
Migliorate l'efficienza e la precisione del vostro laboratorio con le presse da laboratorio avanzate di KINTEK! Sia che stiate lavorando sulla saldatura, sulla laminazione o su altri processi di incollaggio, le nostre presse automatiche da laboratorio, le presse isostatiche e le presse riscaldate da laboratorio offrono un controllo ad anello chiuso, regolazioni in tempo reale e prestazioni affidabili su misura per le vostre esigenze. Contattateci oggi stesso per discutere di come le nostre soluzioni possano ottimizzare il vostro flusso di lavoro e fornire risultati superiori!
Guida Visiva
Prodotti correlati
- Macchina pressa idraulica riscaldata ad alta temperatura automatica con piastre riscaldate per il laboratorio
- Pressa Idraulica Riscaldata con Piastre Riscaldanti per Camera a Vuoto da Laboratorio
- Pressa Idraulica Riscaldata Automatica con Piastre Calde per Laboratorio
- Macchina di stampa idraulica riscaldata con i piatti riscaldati per la stampa calda del laboratorio della scatola di vuoto
- Laboratorio Split manuale riscaldato macchina pressa idraulica con piastre calde
Domande frequenti
- Quali sono i requisiti per la pressatura degli elettrodi con liquidi ionici ad alta viscosità come EMIM TFSI? Ottimizzare le prestazioni
- Quali sono le applicazioni industriali delle presse idrauliche riscaldate? Padroneggia calore e forza per la produzione di precisione
- Perché è necessaria una pressa idraulica da laboratorio riscaldata per i provini in PVC? Garantire dati precisi di trazione e reologia
- Quali sono i vantaggi dell'aggiunta di un elemento riscaldante a una pressa idraulica? Sblocca la sintesi di materiali avanzati
- Come una pressa idraulica riscaldata da laboratorio facilita la preparazione del campione PBN per WAXS? Ottenere una diffrazione a raggi X precisa



















