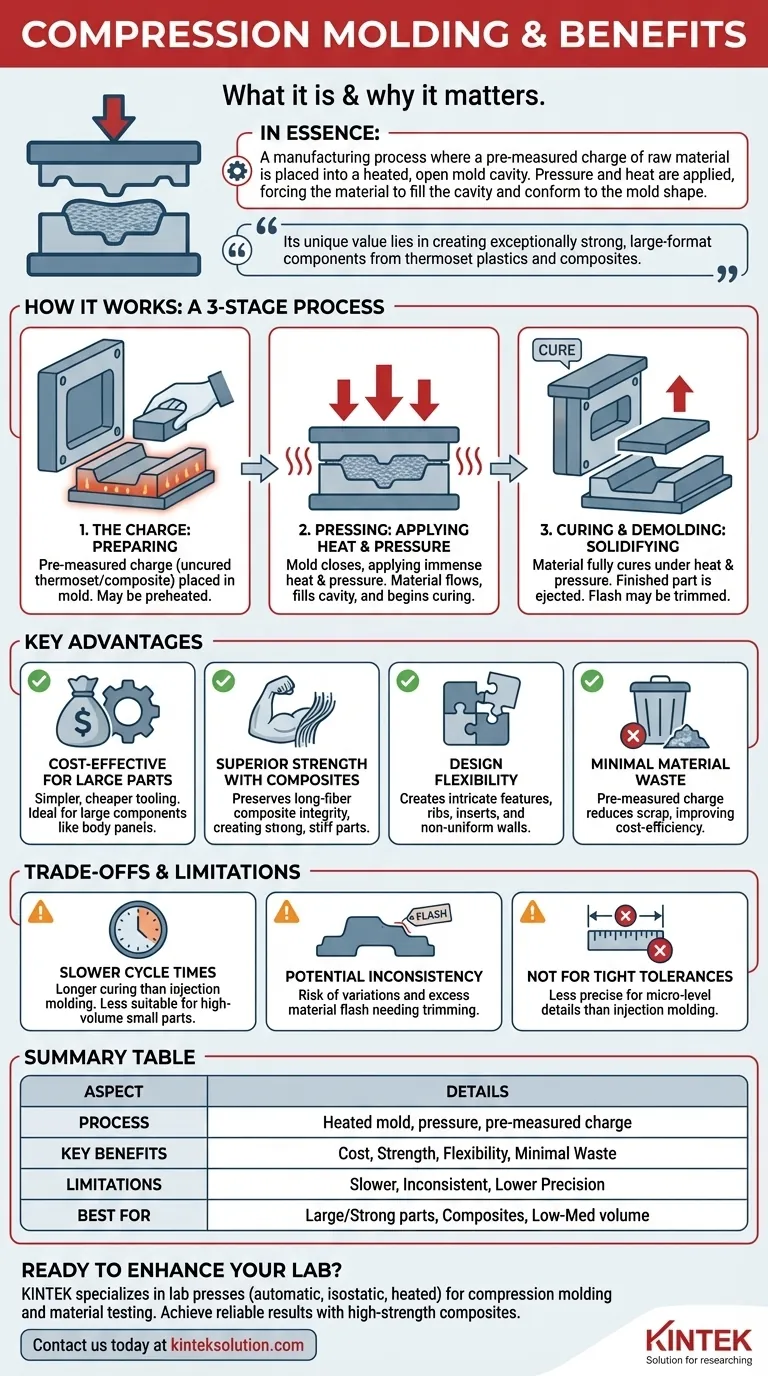
In sostanza, lo stampaggio a compressione è un processo di produzione in cui una quantità pre-misurata di materia prima, nota come "carica", viene inserita in una cavità riscaldata e aperta dello stampo.Lo stampo viene quindi chiuso e viene applicata una pressione che costringe il materiale a riempire la cavità e a conformarsi alla forma dello stampo.I suoi principali vantaggi sono l'economicità per la produzione di pezzi grandi e resistenti, la compatibilità con i materiali compositi ad alta resistenza e la capacità di creare geometrie complesse con uno scarto minimo di materiale.
Sebbene sia spesso considerato un'alternativa più semplice allo stampaggio a iniezione, il vero valore dello stampaggio a compressione risiede nella sua capacità unica di creare componenti eccezionalmente forti e di grande formato da plastiche termoindurenti e compositi, materiali che altri processi non possono gestire con la stessa efficacia.
Come funziona lo stampaggio a compressione:Una descrizione passo per passo
La comprensione del processo è fondamentale per apprezzarne i vantaggi e i limiti specifici.L'intero ciclo può essere suddiviso in tre fasi fondamentali.
La carica:Preparazione del materiale
Per prima cosa si prepara la materia prima.Questa carica è una quantità precisa di plastica termoindurente, composito o gomma non polimerizzata, spesso preformata in una forma che si adatta facilmente allo stampo.
Per le plastiche termoindurenti e i compositi, la carica può essere preriscaldata per migliorarne le caratteristiche di fluidità e ridurre il tempo di indurimento finale nello stampo.
Il ciclo di pressatura:Applicazione di calore e pressione
La carica pre-pesata viene inserita nella metà inferiore dello stampo aperto e riscaldato.La metà superiore dello stampo si chiude, applicando un'immensa pressione.
Questa pressione costringe il materiale ammorbidito a fluire e a riempire ogni dettaglio della cavità dello stampo.La combinazione di calore e calore e pressione avvia la reazione chimica (reticolazione) che polimerizza e indurisce permanentemente il materiale.
Polimerizzazione e demolding:Solidificazione del pezzo finale
Lo stampo rimane chiuso sotto pressione e calore fino alla completa polimerizzazione del materiale.Una volta completato il processo di polimerizzazione, la pressa si apre e il pezzo finito viene espulso o rimosso dallo stampo.
Il pezzo è ora un componente solido e stabile che manterrà permanentemente la sua forma.Possono essere necessarie piccole operazioni secondarie, come la rifilatura del materiale in eccesso (nota come "flash").
Vantaggi principali dello stampaggio a compressione
Questo metodo viene scelto per obiettivi ingegneristici specifici in cui altri processi non sono all'altezza.
Economicità per pezzi di grandi dimensioni
L'attrezzaggio per lo stampaggio a compressione è spesso più semplice e quindi meno costoso meno costosi rispetto all'attrezzaggio altamente complesso richiesto dallo stampaggio a iniezione.Ciò la rende una scelta economica, soprattutto per la produzione di componenti di grandi dimensioni, come i pannelli della carrozzeria automobilistica o le custodie elettriche.
Forza superiore con i materiali compositi
Lo stampaggio a compressione è il processo principale per la lavorazione di compositi a fibra lunga come il Sheet Molding Compound (SMC) e il Bulk Molding Compound (BMC).
La delicata azione di chiusura della pressa non trancia o rompe le fibre di rinforzo (come la fibra di vetro o di carbonio), preservando l'integrità strutturale del materiale e dando vita a pezzi eccezionalmente resistenti e rigidi.
Flessibilità di progettazione per geometrie complesse
Il processo può produrre pezzi con caratteristiche relativamente caratteristiche relativamente intricate come nervature, bugnature e inserti.Poiché il materiale scorre e riempie la cavità sotto pressione, è in grado di catturare dettagli fini e creare spessori di parete non uniformi.
Minimo spreco di materiale
A differenza dello stampaggio a iniezione, che richiede materozze e guide per incanalare il materiale nello stampo, lo stampaggio a compressione utilizza una carica pre-misurata collocata direttamente nella cavità.Il risultato è pochissimo materiale sprecato migliorando l'efficienza dei costi.
Comprendere i compromessi e le limitazioni
Nessun processo è perfetto.L'obiettività richiede di riconoscere dove lo stampaggio a compressione non è la scelta ideale.
Tempi di ciclo più lenti
La necessità di riscaldare lo stampo e di attendere la polimerizzazione del materiale termoindurente comporta tempi di ciclo più lunghi. tempi di ciclo più lunghi rispetto ai cicli rapidi dello stampaggio a iniezione di termoplastici.Ciò lo rende meno adatto alla produzione di volumi estremamente elevati di pezzi piccoli.
Potenziale di incoerenza dei pezzi
Raggiungere una consistenza perfetta può essere una sfida.Un posizionamento non corretto della carica può portare a variazioni nella densità del pezzo e il materiale in eccesso può fuoriuscire tra le metà dello stampo, creando così scintillio che deve essere rifilato in un'operazione secondaria.
Non è ideale per tolleranze estremamente strette
Pur essendo capace di complessità, lo stampaggio a compressione non può generalmente raggiungere lo stesso livello di micro-precisione e di tolleranze dimensionali strette dello stampaggio a iniezione.È più adatto per i componenti strutturali in cui la precisione è secondaria alla resistenza.
La scelta giusta per il vostro progetto
La scelta del processo di produzione corretto dipende interamente dai requisiti unici del vostro progetto in termini di materiali, dimensioni e costi.
- Se l'obiettivo principale è la produzione di parti strutturali di grandi dimensioni e ad alta resistenza: Lo stampaggio a compressione è la scelta migliore per la sua capacità di lavorare compositi a fibra lunga senza compromettere l'integrità del materiale.
- Se l'obiettivo principale è l'efficienza dei costi per volumi medio-bassi: I minori costi di attrezzaggio dello stampaggio a compressione lo rendono un'opzione altamente competitiva.
- Se il vostro obiettivo principale è la produzione rapida e in grandi volumi di pezzi piccoli e precisi, dovreste valutare lo stampaggio a iniezione, i cui tempi di ciclo rapidi sono più adatti a questo scopo: Dovreste valutare lo stampaggio a iniezione, poiché i suoi tempi di ciclo rapidi sono più adatti a questo obiettivo.
La scelta del processo giusto consiste nell'allineare i punti di forza del metodo con gli obiettivi tecnici e commerciali più critici.
Tabella riassuntiva:
| Aspetto | Dettagli |
|---|---|
| Processo | Utilizza una carica pre-misurata in uno stampo riscaldato con pressione applicata per formare i pezzi. |
| Vantaggi principali | Economicità per pezzi di grandi dimensioni, resistenza superiore con i compositi, flessibilità di progettazione, scarti minimi di materiale. |
| Limitazioni | Tempi di ciclo più lenti, potenziale incoerenza dei pezzi, non ideale per tolleranze strette. |
| Ideale per | Pezzi strutturali di grandi dimensioni e ad alta resistenza; volumi medio-bassi; materiali compositi come SMC e BMC. |
Siete pronti a migliorare le capacità del vostro laboratorio con attrezzature di precisione? KINTEK è specializzata in presse da laboratorio, tra cui presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, progettate per supportare lo stampaggio a compressione e altri processi per test e produzione di materiali di qualità superiore.Le nostre soluzioni vi aiutano a ottenere risultati affidabili con compositi ad alta resistenza e flussi di lavoro economicamente vantaggiosi. Contattateci oggi stesso per discutere di come le nostre macchine da laboratorio possano soddisfare le vostre esigenze specifiche e portare avanti i vostri progetti!
Guida Visiva
Prodotti correlati
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Stampo per pressa poligonale da laboratorio
- Lab XRF acido borico polvere Pellet stampo di pressatura per uso di laboratorio
- Stampo per pressa anti-fessurazione da laboratorio
- Stampo per pressa bidirezionale rotonda da laboratorio
Domande frequenti
- Perché il controllo preciso della fase di mantenimento della pressione e del rilascio nelle presse isostatiche di laboratorio è fondamentale? Massimizzare l'integrità degli alimenti
- Qual è lo scopo dell'incorporazione di cartucce riscaldanti in uno stampo per pressa da laboratorio per la compressione di blocchi MLCC? Ottimizza i risultati
- Qual è la funzione di una pressa isostatica da laboratorio nella preparazione delle materie prime in barre? Garantire una crescita cristallina perfetta
- Qual è la funzione principale di una pressa isostatica da laboratorio nella sintesi di materiali nitruri? Raggiungere alta densità
- Perché viene utilizzata una pressa isostatica da laboratorio per le bioceramiche di idrossiapatite? Raggiungere la massima densità e resistenza



















