Lo scopo principale dell'utilizzo di una pressa isostatica a freddo (CIP) nella fase di formatura del Li7La3Zr2O12 (c-LLZO) è quello di applicare una pressione idrostatica uniforme e omnidirezionale alla polvere ceramica. Questo processo crea un "corpo verde" (compatto non sinterizzato) con un'eccezionale omogeneità di densità, risolvendo efficacemente i gradienti di densità interni e le concentrazioni di stress tipicamente causati dalla pressatura uniassiale standard.
Concetto chiave Mentre la pressatura uniassiale compatta la polvere, la CIP garantisce che la compattazione sia strutturalmente uniforme in ogni direzione. Questa omogeneità è il prerequisito critico per la sinterizzazione ad alta temperatura, consentendo la produzione di elettroliti ceramici con densità relative fino al 90,5% riducendo al minimo il rischio di crepe, deformazioni o bassa conduttività ionica.

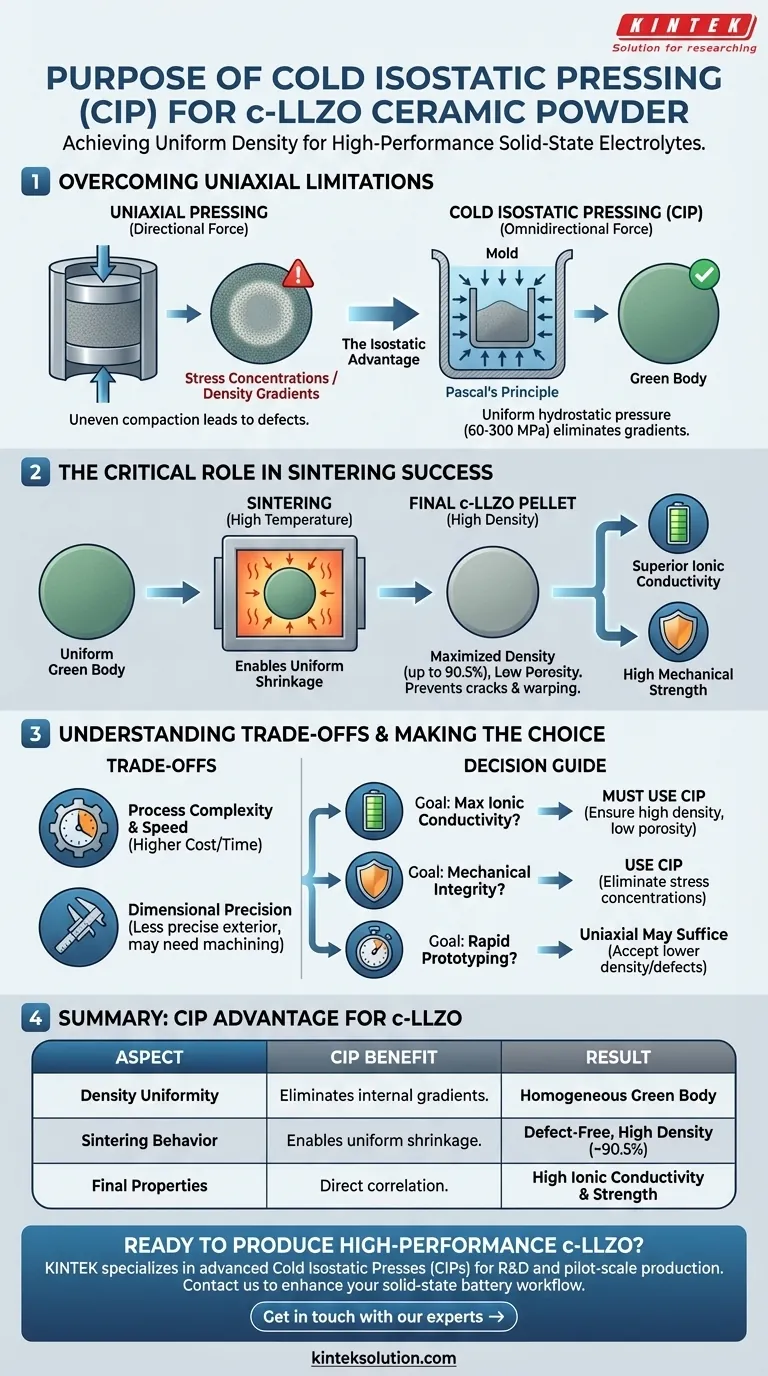
Superare i limiti della pressatura uniassiale
La sfida dei gradienti di densità
La pressatura uniassiale standard applica forza da una singola direzione (dall'alto e dal basso).
Ciò spesso si traduce in una compattazione non uniforme, dove il centro del pellet è meno denso dei bordi.
Queste variazioni creano concentrazioni di stress interne che possono portare a difetti durante le successive fasi di lavorazione.
Il vantaggio isostatico
La CIP utilizza il principio di Pascal per applicare pressione tramite un mezzo liquido, garantendo che la forza venga esercitata in modo uniforme sul materiale da tutti i lati.
Sottoponendo la polvere c-LLZO a pressioni variabili da 60 MPa a 300 MPa, il processo elimina le vuoti e i gradienti intrinseci della pressatura uniassiale.
Ciò si traduce in una microstruttura con una densità di impaccamento e un'uniformità significativamente migliorate.
Il ruolo critico nel successo della sinterizzazione
Abilitare un restringimento uniforme
L'uniformità raggiunta durante la fase CIP è direttamente responsabile del comportamento del materiale sotto calore.
Poiché il corpo verde presenta una distribuzione uniforme della densità, si restringe uniformemente durante la fase di sinterizzazione ad alta temperatura.
Questo restringimento uniforme è fondamentale per prevenire la formazione di crepe e deformazioni nel pellet ceramico finale.
Massimizzare la densità finale
L'elevata pressione di contatto tra le particelle nel corpo verde facilita un migliore trasporto del materiale durante la sinterizzazione.
Questa "pre-compattazione" pone le basi strutturali necessarie per ottenere una bassa porosità nel prodotto finale.
Per il c-LLZO, un'elevata densità finale è un requisito non negoziabile, poiché è direttamente correlata a una conduttività ionica e a una resistenza meccanica superiori.
Comprendere i compromessi
Complessità del processo vs. Velocità
L'incorporazione della CIP aggiunge un passaggio distinto al flusso di lavoro di produzione, spesso dopo una pressatura uniassiale iniziale.
Ciò aumenta il tempo totale di elaborazione e i costi delle attrezzature rispetto all'utilizzo della sola pressatura uniassiale.
Precisione dimensionale
Mentre la CIP migliora l'uniformità della densità, l'uso di stampi flessibili significa che le dimensioni esterne del corpo verde sono meno precise rispetto alla pressatura con stampo rigido.
I produttori potrebbero dover lavorare o lucidare la ceramica sinterizzata finale per ottenere tolleranze geometriche esatte.
Fare la scelta giusta per il tuo obiettivo
Quando si progetta il protocollo di fabbricazione per gli elettroliti c-LLZO, è necessario considerare i requisiti specifici di prestazione.
- Se il tuo obiettivo principale è massimizzare la conduttività ionica: devi utilizzare la CIP per garantire un'elevata densità finale e ridurre al minimo la porosità, che ostacola il trasporto ionico.
- Se il tuo obiettivo principale è l'integrità meccanica: utilizzare la CIP per eliminare le concentrazioni di stress interne che portano a fratture e crepe durante la sinterizzazione.
- Se il tuo obiettivo principale è uno screening rapido e a basso costo: la sola pressatura uniassiale può essere sufficiente per la prototipazione approssimativa, a condizione che si accetti una densità inferiore e un rischio maggiore di difetti.
L'applicazione costante della pressione isostatica è il fattore determinante nel passaggio da una polvere sciolta a un elettrolita allo stato solido ad alte prestazioni.
Tabella riassuntiva:
| Aspetto | Vantaggio CIP per c-LLZO |
|---|---|
| Uniformità della densità | Elimina i gradienti interni e le concentrazioni di stress dalla pressatura uniassiale. |
| Risultato della sinterizzazione | Consente un restringimento uniforme, prevenendo crepe e deformazioni; raggiunge fino al 90,5% di densità relativa. |
| Proprietà finale | Correlata direttamente a una maggiore conduttività ionica e resistenza meccanica nell'elettrolita solido. |
| Intervallo di pressione tipico | 60 MPa - 300 MPa. |
Pronto a produrre elettroliti solidi c-LLZO ad alte prestazioni con densità uniforme e risultati di sinterizzazione superiori?
KINTEK è specializzata in macchine per presse da laboratorio, comprese presse isostatiche a freddo (CIP) avanzate progettate per la ricerca e sviluppo e la produzione su scala pilota di polveri ceramiche come LLZO. Le nostre attrezzature garantiscono la pressione omnidirezionale necessaria per eliminare i gradienti di densità, fornendo la base critica per componenti ceramici ad alta densità e privi di difetti.
Contattaci oggi stesso per discutere come le nostre soluzioni CIP possono migliorare il tuo flusso di lavoro di sviluppo di batterie allo stato solido.
Mettiti in contatto con i nostri esperti →
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Quali opzioni di personalizzazione sono disponibili per le presse isostatiche a freddo elettriche da laboratorio? Personalizza pressione, dimensioni e automazione per il tuo laboratorio
- Cos'è la pressa isostatica a freddo (CIP) elettrica da laboratorio e qual è la sua funzione principale? Ottieni pezzi uniformi ad alta densità
- Qual è il principio operativo fondamentale di una Pressa Isostatica a Freddo (CIP) da Laboratorio Elettrica? Ottenere una uniformità superiore nella compattazione delle polveri
- Quale ruolo svolgono le presse isostatiche a freddo da laboratorio elettriche in contesti industriali? Un ponte tra ricerca e sviluppo e produzione con precisione
- Quali tipi di materiali possono essere compattati utilizzando presse isostatiche a freddo da laboratorio elettriche? Ottieni una densità uniforme per metalli, ceramiche e altro ancora
















