Il Nemico Nascosto nei Materiali ad Alte Prestazioni
Nel mondo dei materiali avanzati, il nemico più pericoloso è spesso invisibile: lo spazio vuoto. Vuoti microscopici e pori sepolti nel profondo di un componente sono assassini silenziosi. Sono i punti di partenza per le cricche, gli anelli deboli che causano guasti catastrofici nelle turbine aerospaziali, negli impianti medici e nelle parti industriali critiche.
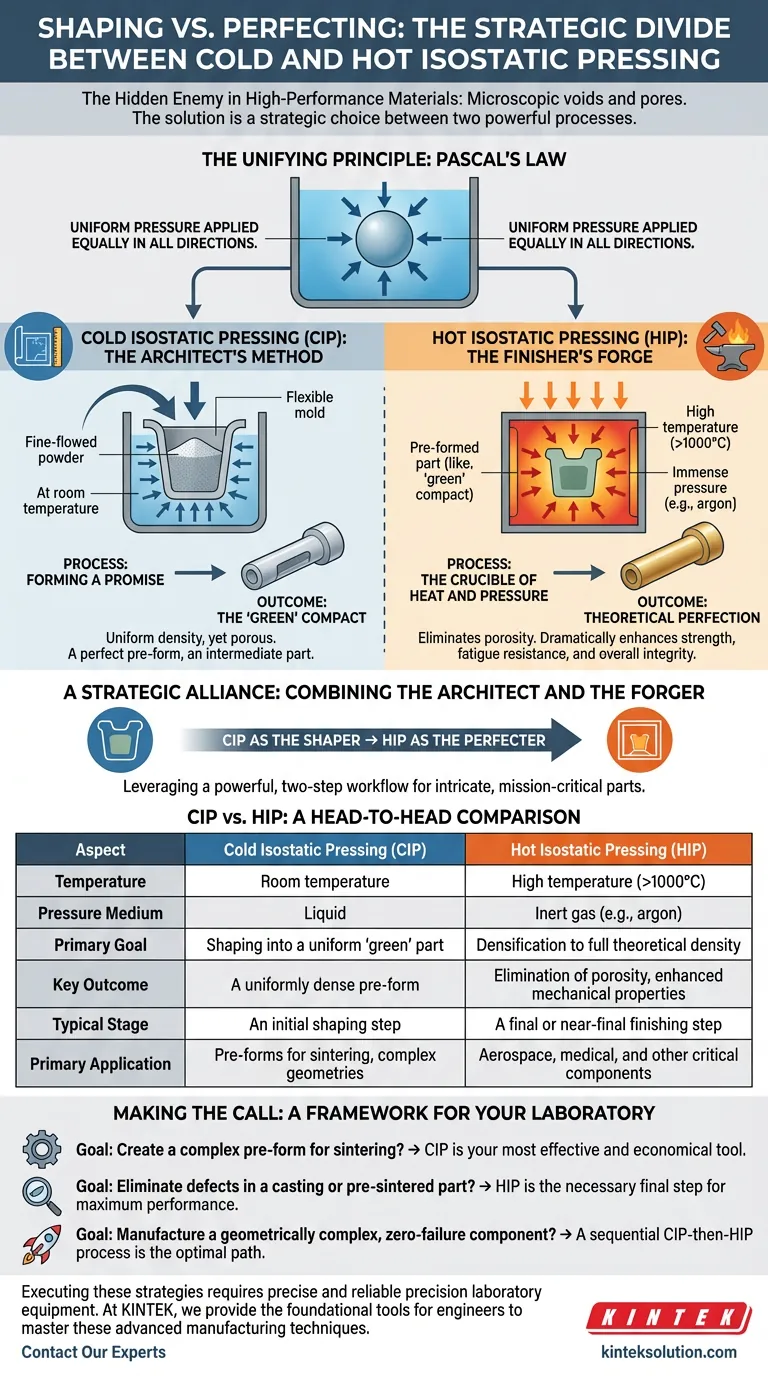
La battaglia contro questi vuoti non si combatte con una singola arma. Richiede una scelta strategica tra due potenti processi: la Pressatura Isostatica a Freddo (CIP) e la Pressatura Isostatica a Caldo (HIP). Comprendere la loro differenza non riguarda solo la temperatura; riguarda la comprensione della filosofia fondamentale di formatura contro perfezionamento.
Il Principio Unificante: La Certezza della Pressione
Entrambi i metodi si basano su una fondazione splendidamente semplice ed elegante: la Legge di Pascal. La legge afferma che la pressione applicata a un fluido racchiuso si trasmette uniformemente in tutte le direzioni.
Questa è una profonda deviazione dalla pressatura convenzionale, che applica forza da una o due direzioni. Quello è un approccio di forza bruta, che spesso crea inconsistenze nascoste e gradienti di densità—le stesse imperfezioni che portano al fallimento.
La pressatura isostatica è diversa. Immergendo un componente in un mezzo fluido, applica una "stretta" perfettamente uniforme da tutti i lati. È un processo di controllo completo, progettato per creare una base prevedibile e omogenea per una parte ad alte prestazioni.
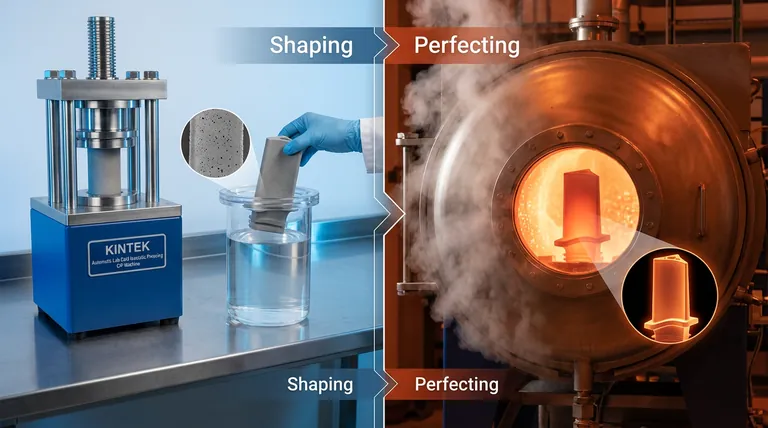
Pressatura Isostatica a Freddo: Il Metodo dell'Architetto
Immagina un architetto che crea un progetto dettagliato. La visione è completa, ma la struttura deve ancora essere costruita. Questo è il ruolo della Pressatura Isostatica a Freddo (CIP).
Il Processo: Formare una Promessa
Nella CIP, una polvere fine viene sigillata all'interno di uno stampo flessibile, simile alla gomma. Questo stampo viene quindi posto in un recipiente di liquido a temperatura ambiente. Man mano che la pressione nel recipiente aumenta, il liquido comprime lo stampo con perfetta uniformità.
Il Risultato: Il Compatto "Verde"
Il risultato non è una parte finita. È un oggetto solido e maneggiabile noto come compatto "verde". Ha la forma esatta desiderata, da semplici barre a geometrie incredibilmente complesse. È uniformemente denso, eppure ancora poroso—una solida promessa del componente finale.
La CIP è un processo di formatura. Il suo genio sta nel creare una preforma perfetta, una parte intermedia priva delle variazioni di densità che la affliggerebbero durante le successive fasi di riscaldamento. È un atto di preparazione.
Pressatura Isostatica a Caldo: La Fucina del Finitore
Se la CIP è l'architetto, la HIP è il maestro fabbro che trasforma un pezzo di metallo ben progettato in una spada infrangibile.
Il Processo: Il crogiolo di calore e pressione
La HIP prende una parte preformata (come un compatto verde dalla CIP o una fusione metallica) e la sottopone a un ambiente brutale e trasformativo. All'interno di un forno specializzato, il componente viene riscaldato a temperature spesso superiori a 1000°C, ammorbidendo il materiale fino a uno stato quasi plastico.
Contemporaneamente, viene pompato un gas inerte come l'argon, creando un'immensa pressione. Questa combinazione di calore e pressione uniforme fa sì che il materiale collassi su se stesso, eliminando ogni ultimo vuoto e poro interno.
Il Risultato: Perfezione Teorica
L'obiettivo della HIP non è formare, ma perfezionare. Mira al 100% della densità teorica. Eliminando la porosità, la HIP migliora drasticamente le proprietà meccaniche di un materiale: la sua resistenza, la resistenza alla fatica e l'integrità complessiva. Questo è il processo riservato ai componenti in cui il fallimento semplicemente non è un'opzione.
Una Alleanza Strategica: Combinare l'Architetto e il Fabbro
La scelta non è sempre una o l'altra. Le applicazioni più esigenti sfruttano spesso un potente flusso di lavoro in due fasi:
- CIP come Formatore: Innanzitutto, la CIP viene utilizzata per creare un componente complesso con densità altamente uniforme. Ciò garantisce che la geometria della parte sia solida prima della fase finale e intensa di densificazione.
- HIP come Perfezionatore: La parte verde dalla CIP viene quindi inserita in un'unità HIP per rimuovere tutta la porosità residua, bloccando la sua forma ed elevando le sue proprietà del materiale al loro picco assoluto.
Questa combinazione consente ai produttori di creare parti intricate e mission-critical che sono sia geometricamente complesse che internamente impeccabili.
Prendere la Decisione: Un Quadro per il Tuo Laboratorio
La scelta del processo giusto dipende interamente dal tuo obiettivo. È qui che le apparecchiature di laboratorio di precisione diventano critiche, consentendo agli ingegneri di convalidare le loro strategie sui materiali.
- Obiettivo: Creare una preforma complessa per la sinterizzazione? La CIP è il tuo strumento più efficace ed economico.
- Obiettivo: Eliminare i difetti in una fusione o in una parte pre-sinterizzata? La HIP è il passaggio finale necessario per le massime prestazioni.
- Obiettivo: Fabbricare un componente geometricamente complesso, a zero difetti? Un processo sequenziale CIP-poi-HIP è il percorso ottimale per il successo.
L'esecuzione di queste strategie richiede attrezzature precise e affidabili. Presse da laboratorio di alta qualità sono essenziali per sviluppare e perfezionare i processi che trasformano i materiali avanzati da un concetto a una realtà. In KINTEK, forniamo gli strumenti fondamentali—dalle presse da laboratorio automatiche e presse isostatiche per la formatura alle presse riscaldate per simulare la densificazione—che consentono agli ingegneri di padroneggiare queste tecniche di produzione avanzate.
CIP vs. HIP: Un Confronto Diretto
| Aspetto | Pressatura Isostatica a Freddo (CIP) | Pressatura Isostatica a Caldo (HIP) |
|---|---|---|
| Temperatura | Temperatura ambiente | Alta temperatura (>1000°C) |
| Mezzo di Pressione | Liquido | Gas inerte (es. argon) |
| Obiettivo Primario | Formatura in una parte "verde" uniforme | Densificazione alla piena densità teorica |
| Risultato Chiave | Una preforma uniformemente densa | Eliminazione della porosità, miglioramento delle proprietà meccaniche |
| Fase Tipica | Una fase di formatura iniziale | Una fase di finitura finale o quasi finale |
| Applicazione Primaria | Preforme per sinterizzazione, geometrie complesse | Aerospaziale, medicale e altri componenti critici |
In definitiva, comprendere la profonda differenza tra formatura e perfezionamento è il primo passo. Il prossimo è avere gli strumenti giusti per eseguire la tua visione con fiducia. Contatta i Nostri Esperti
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Articoli correlati
- La geometria dell'uniformità: perché la pressatura isostatica è l'architetto silenzioso dell'affidabilità dei memristori
- L'imperativo isotropico: perché la pressione uniforme definisce la vita di un superconduttore
- Come la pressatura isostatica offre prestazioni superiori nei settori critici
- L'architettura dell'intimità: perché le batterie a stato solido richiedono 375 MPa
- La geometria del contatto: perché la barriera dei 400 MPa definisce il futuro delle batterie allo stato solido
















