
Lo Spettro di un Singolo Difetto
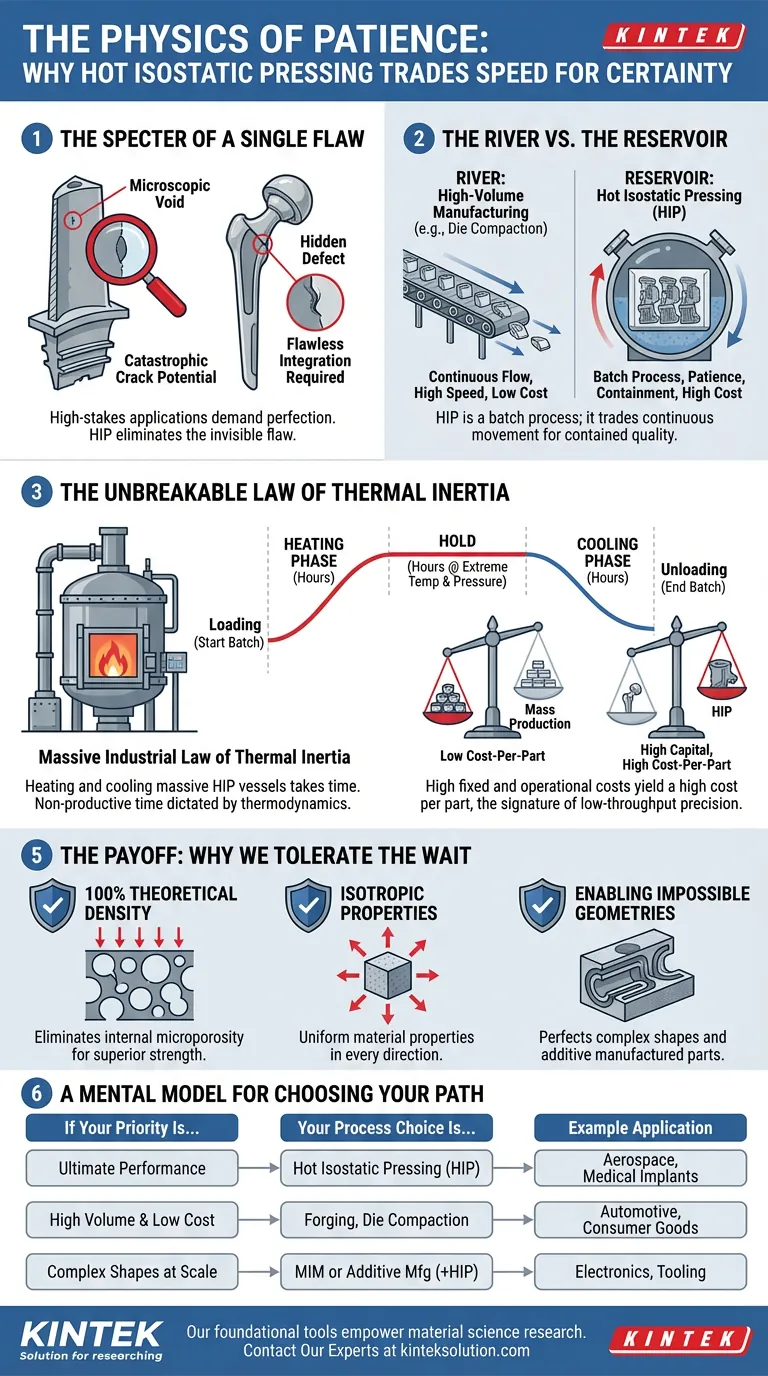
Immagina un ingegnere che progetta la pala di una turbina per un nuovo motore a reazione. La simulazione sul loro schermo mostra sollecitazioni milioni di volte durante la sua vita utile. Un singolo, microscopico vuoto nascosto nel profondo della lega metallica potrebbe trasformarsi in una crepa catastrofica.
Oppure immagina un chirurgo che prepara un impianto d'anca in titanio. Il benessere a lungo termine del paziente dipende da quel componente che si integra perfettamente, resistendo a decenni di utilizzo senza cedimenti.
In questi mondi, il nemico principale non è il costo o la velocità di produzione. È l'incertezza. È il fantasma del difetto invisibile. Il processo di produzione scelto non riguarda la realizzazione di molte cose; riguarda la realizzazione di una cosa *perfettamente*. Questo è lo spazio psicologico in cui esiste il processo HIP (Hot Isostatic Pressing).
Il Fiume contro il Serbatoio
La produzione ad alto volume è un fiume. Scorre continuamente, con le parti che si muovono rapidamente da una fase all'altra. Pensa alla compattazione o all'estrusione, dove i prodotti vengono stampati o estrusi ogni secondo.
L'HIP è un serbatoio. È un processo a lotti, fondamentalmente definito dalla sua natura di avvio e arresto.
Un lotto di componenti viene caricato in un recipiente ad alta pressione. Il recipiente viene sigillato. Viene lentamente riscaldato e pressurizzato con un gas inerte come l'argon. Viene mantenuto a temperatura e pressione estreme per ore. Quindi, viene lentamente raffreddato e depressurizzato prima che le parti possano essere finalmente rimosse.
L'intero sistema opera sul principio del contenimento e della pazienza, non del movimento continuo. Questa è la prima e più significativa barriera alla produzione ad alto volume.
La Legge Infrangibile dell'Inerzia Termica
Il collo di bottiglia principale nel ciclo HIP non è la pressurizzazione, ma la fisica. In particolare, l'inerzia termica.
Un massiccio forno industriale, costruito per contenere un'immensa pressione, non può cambiare rapidamente la sua temperatura. Proprio come una grande nave non può virare bruscamente, un recipiente HIP non può essere riscaldato o raffreddato istantaneamente.
- Fase di Riscaldamento: Richiede ore per portare uniformemente il lotto alla temperatura target.
- Fase di Raffreddamento: Richiede ancora più ore per raffreddarsi in sicurezza prima che la pressione possa essere rilasciata.
Questo tempo non produttivo è intrinseco al processo. È un ritardo non aggirabile dettato dalle leggi della termodinamica. Mentre una pressa per forgiatura potrebbe produrre una parte al minuto, l'output di un ciclo HIP si misura in parti per ciclo di 8-12 ore.
L'Economia di un Ritmo Deliberato
Questo ritmo lento e deliberato modella direttamente l'equazione dei costi.
Alto Capitale, Posta in Gioco Maggiore
I recipienti HIP sono meraviglie ingegneristiche, progettati per la sicurezza in condizioni che polverizzerebbero attrezzature inferiori. Questa sofisticazione ha un prezzo elevato. A ciò si aggiunge il significativo costo operativo delle grandi quantità di gas argon consumate in ogni ciclo.
Il Dilemma del Costo per Pezzo
Quando si dividono questi elevati costi fissi e operativi per il piccolo numero di pezzi prodotti in un giorno, il costo per pezzo è inevitabilmente elevato. È la firma economica di un processo specializzato a bassa produttività. Non può competere sul costo con i veri metodi di produzione di massa.
Il Risultato: Perché Tolleriamo l'Attesa
Se l'HIP è così lento e costoso, perché usarlo? Perché ciò che ottiene è spesso non negoziabile. Viene scelto quando le conseguenze del cedimento del materiale sono inaccettabili.
L'HIP è uno strumento per eliminare l'incertezza.
- Raggiungimento del 100% della Densità Teorica: La sua missione principale è individuare ed eliminare la microporosità interna. La pressione uniforme collassa questi vuoti, creando un materiale completamente denso con una durata a fatica e una tenacità alla frattura notevolmente migliorate.
- Creazione di Proprietà Isotrope: Poiché la pressione viene applicata da tutte le direzioni (isostatica), le proprietà del materiale diventano uniformi in ogni direzione (isotrope). Questo elimina le debolezze direzionali che possono essere create da processi come la forgiatura o la laminazione.
- Realizzazione di Geometrie Impossibili: È essenziale per la perfezione di componenti quasi finiti con complessi canali interni, in particolare quelli realizzati mediante produzione additiva (stampa 3D).
Un Modello Mentale per Scegliere il Tuo Percorso
La decisione di utilizzare l'HIP è strategica e si basa sulla priorità finale del tuo progetto.
| Se la Tua Priorità è... | La Tua Scelta di Processo è... | Applicazione Esempio |
|---|---|---|
| Prestazioni Ottimali | Processo HIP (Hot Isostatic Pressing) | Componenti di motori aerospaziali, impianti medici |
| Alto Volume e Basso Costo | Forgiatura, Compattazione, Fusione | Parti automobilistiche, beni di consumo |
| Forme Complesse su Scala | Stampaggio a Iniezione di Metallo (MIM) o Produzione Additiva (con HIP come fase finale opzionale) | Scatole elettroniche intricate, utensili specializzati |
In definitiva, l'HIP non è un difetto nel mondo della produzione ad alta velocità. È una soluzione appositamente progettata per un mondo in cui l'affidabilità è fondamentale. È la decisione calcolata di scambiare l'efficienza per la certezza di una struttura materiale impeccabile.
Prima di impegnarsi nella produzione su larga scala, queste teorie sui materiali e i parametri di processo devono essere perfezionati in laboratorio. Lo sviluppo e la convalida di questi componenti critici richiedono attrezzature precise e affidabili. Presso KINTEK, forniamo gli strumenti fondamentali, dalle presse da laboratorio automatiche e riscaldate alle presse isostatiche specializzate, che consentono a ricercatori e ingegneri di spingere i confini della scienza dei materiali su una scala gestibile.
Se stai lavorando alla prossima generazione di componenti critici, comprendere il materiale è il primo passo. Contatta i Nostri Esperti
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
Articoli correlati
- La ricerca della densità perfetta: perché la pressatura isostatica a caldo è l'eroe non celebrato dei componenti critici
- Come la pressatura isostatica a caldo ottimizza le prestazioni dei materiali per le applicazioni industriali
- Come la pressatura isostatica offre prestazioni superiori nei settori critici
- La Pressione per la Perfezione: Come la Pressatura Isostatica a Caldo Ottiene l'Integrità Assoluta del Materiale
- Il Nemico Interiore: Come la Pressatura Isostatica a Caldo Forgia un'Integrità Materiale Perfetta



















