La chiave per prevenire le crepe durante la sinterizzazione non risiede nel forno, ma nella fase iniziale di pressatura. La Pressatura Isostatica a Freddo (CIP) minimizza la distorsione applicando la pressione uniformemente da tutte le direzioni. Questo crea un pezzo con densità costante in tutta la sua struttura, eliminando i punti di stress interni che altrimenti farebbero esplodere il componente durante l'intensa contrazione della sinterizzazione.
Il problema fondamentale della pressatura tradizionale è la densità non uniforme, che fa sì che diverse parti di un componente si restringano a velocità diverse durante la sinterizzazione, portando a stress, deformazioni e fessurazioni. La CIP risolve questo problema utilizzando la pressione del fluido per compattare uniformemente la polvere del materiale, garantendo che il pezzo si ritiri in modo prevedibile e mantenga la sua integrità.

La Causa Principale dei Difetti di Sinterizzazione: Gradienti di Pressione
Per capire perché la CIP è così efficace, dobbiamo prima esaminare le carenze della sua alternativa più comune, la pressatura a stampo uniassiale.
Il Difetto nella Pressatura Uniassiale
Nella pressatura uniassiale, la forza viene applicata da una o due direzioni, tipicamente da un punzone superiore e inferiore che comprime la polvere all'interno di uno stampo rigido.
Questo metodo crea significativi gradienti di densità. La polvere direttamente sotto il punzone diventa molto densa, mentre la polvere vicino al centro e alle pareti dello stampo è meno compattata a causa dell'attrito interno.
Come la Densità Non Uniforme Causa le Crepe
Quando questo corpo "verde" non uniforme viene sinterizzato (un processo chiamato sinterizzazione), il materiale si consolida e si restringe.
Le regioni più dense si restringono meno, mentre le regioni meno dense si restringono di più. Questo restringimento differenziale crea un'enorme tensione interna all'interno del componente. Se lo stress supera la resistenza del materiale, si manifesta formando crepe o causando la deformazione del pezzo.
Come la CIP Ottiene l'Uniformità
La Pressatura Isostatica a Freddo cambia fondamentalmente il modo in cui viene applicata la pressione, affrontando direttamente la causa principale dei difetti di sinterizzazione.
Il Principio della Pressione Isostatica
La CIP prevede il posizionamento della polvere in uno stampo flessibile e sigillato e l'immersione in una camera a pressione di fluido. La pressione del fluido viene quindi aumentata, compattando la polvere.
In base alla Legge di Pascal, questa pressione viene trasmessa in modo uguale e istantaneo a tutte le superfici dello stampo. Non esiste una direzione di forza unica, solo una "stretta" uniforme e avvolgente.
Creare un Corpo Verde Omogeneo
Poiché la pressione viene applicata isostaticamente (da tutti i lati), l'attrito è minimizzato e la polvere si compatta fino a raggiungere una densità altamente uniforme in tutto il suo volume. Non ci sono regioni significative di alta o bassa densità.
Il Risultato: Ritiro Prevedibile
Quando un corpo verde omogeneo proveniente da un processo CIP viene sinterizzato, si restringe in modo uniforme e prevedibile. Senza stress interni significativi derivanti dal restringimento differenziale, i rischi di crepe, distorsione e deformazione sono praticamente eliminati.
Ciò rende la CIP il metodo ideale per pezzi con geometrie complesse, alti rapporti di aspetto (lunghi e sottili) o quelli realizzati con materiali avanzati sensibili agli stress interni.
Comprendere i Compromessi
Sebbene la CIP offra un'uniformità superiore, non è priva di limitazioni. L'obiettività richiede di riconoscere le sfide.
La Sfida della Precisione Dimensionale
Ottenere un controllo dimensionale preciso direttamente dalla pressa può essere difficile. La forma finale dipende interamente dallo stampo flessibile, che può deformarsi leggermente sotto pressione.
Anche con uno stampo ben progettato, i pezzi CIP spesso richiedono una lavorazione o una rettifica secondaria per soddisfare tolleranze finali molto strette. L'uniformità risiede nella densità del materiale, non necessariamente nella sua precisione di forma netta.
Tempo e Complessità del Processo
La pressatura uniassiale tradizionale è estremamente veloce e facilmente automatizzabile per la produzione ad alto volume. I cicli CIP sono intrinsecamente più lunghi.
Tuttavia, i moderni sistemi CIP Elettrici possono automatizzare il processo e ridurre significativamente i tempi di ciclo rispetto ai vecchi sistemi manuali, rendendolo più valido per la produzione in serie.
Fare la Scelta Giusta per il Tuo Obiettivo
La scelta del metodo di pressatura corretto dipende interamente dai requisiti specifici del tuo componente.
- Se la tua attenzione principale è la produzione ad alto volume di forme semplici: La pressatura a stampo uniassiale tradizionale è spesso più veloce ed economicamente vantaggiosa.
- Se la tua attenzione principale è l'integrità strutturale per parti complesse: La CIP è la scelta superiore per prevenire difetti di sinterizzazione e garantire proprietà uniformi del materiale.
- Se la tua attenzione principale è la riduzione della post-lavorazione per componenti ad alta precisione: Tieni presente che i pezzi CIP richiedono spesso una fase di lavorazione finale per raggiungere tolleranze ristrette.
Comprendendo come l'applicazione della pressione influisce sulla densità interna, puoi scegliere con fiducia il processo che assicura che i tuoi componenti siano sia resistenti che dimensionalmente solidi.
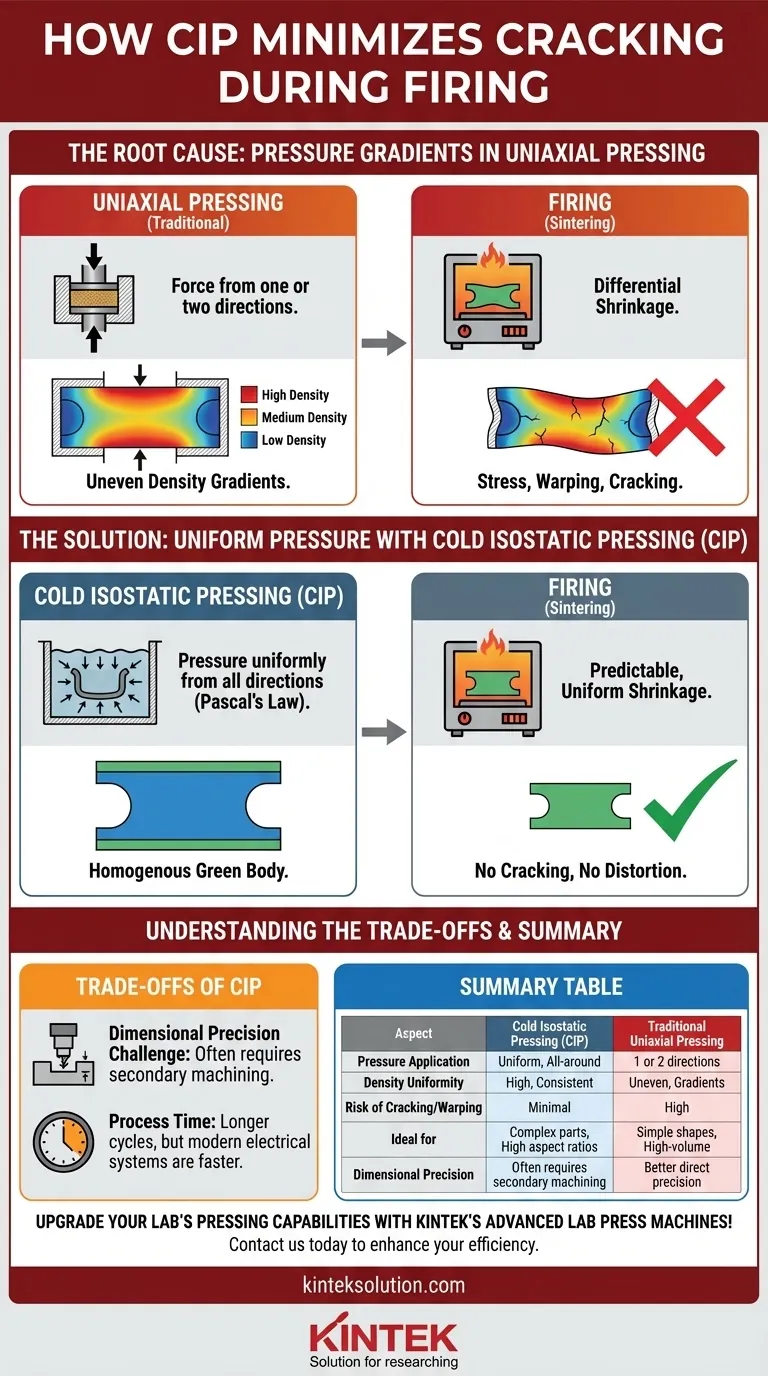
Tabella Riassuntiva:
| Aspetto | Pressatura Isostatica a Freddo (CIP) | Pressatura Uniassiale Tradizionale |
|---|---|---|
| Applicazione della Pressione | Uniforme da tutte le direzioni | Da una o due direzioni |
| Uniformità della Densità | Alta e costante | Non uniforme con gradienti |
| Rischio di Crepe/Deformazione | Minimo a causa del restringimento uniforme | Alto a causa del restringimento differenziale |
| Ideale per | Geometrie complesse, alti rapporti di aspetto | Forme semplici, produzione ad alto volume |
| Precisione Dimensionale | Spesso richiede lavorazione secondaria | Migliore precisione diretta |
Aggiorna le capacità di pressatura del tuo laboratorio con le macchine per presse da laboratorio avanzate di KINTEK! Sia che tu abbia bisogno di presse da laboratorio automatiche, presse isostatiche o presse da laboratorio riscaldate, le nostre soluzioni offrono densità uniforme e difetti di sinterizzazione ridotti per pezzi complessi. Contattaci oggi per discutere come possiamo migliorare l'efficienza e l'integrità dei materiali del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Cos'è la pressa isostatica a freddo (CIP) elettrica da laboratorio e qual è la sua funzione principale? Ottieni pezzi uniformi ad alta densità
- In che modo la pressatura isostatica a freddo (CIP) elettrica contribuisce al risparmio sui costi? Sblocca efficienza e riduci le spese
- Quali sono le caratteristiche delle soluzioni standard di laboratorio CIP elettriche pronte all'uso? Ottenere un'elaborazione immediata ed economicamente vantaggiosa
- Quale ruolo svolgono le presse isostatiche a freddo da laboratorio elettriche in contesti industriali? Un ponte tra ricerca e sviluppo e produzione con precisione
- Quali sono alcune applicazioni di ricerca dei CIP da laboratorio elettrici? Sbloccare la densificazione uniforme della polvere per materiali avanzati








