Alla base, la compattazione isostatica offre una libertà geometrica di gran lunga superiore rispetto alla pressatura uniassiale. Questo perché i metodi isostatici applicano una pressione uniforme e completa a una massa di polvere, eliminando i vincoli geometrici e le variazioni di densità inerenti alla forza ad asse singolo della pressatura uniassiale.
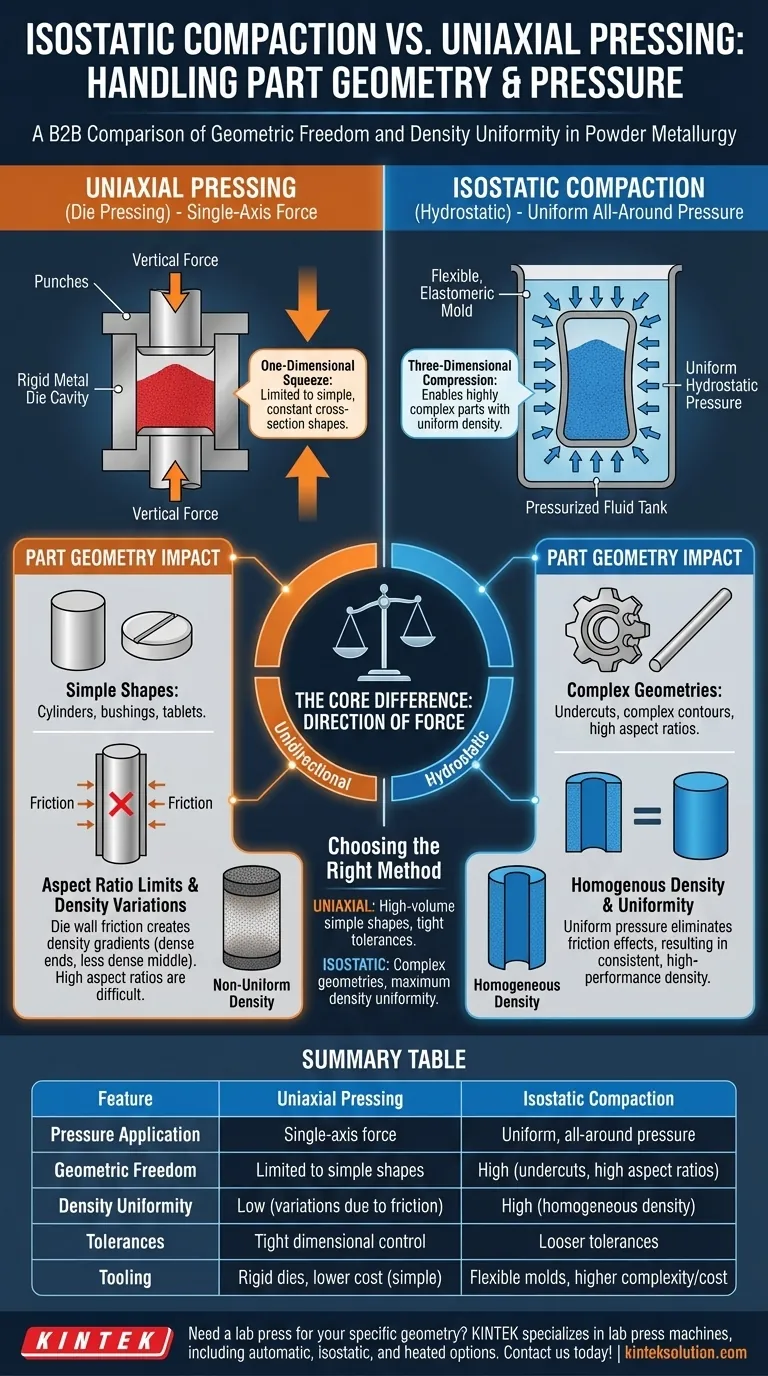
La differenza fondamentale risiede nella direzione della forza. La pressatura uniassiale è una compressione unidimensionale, che la limita a forme semplici. La compattazione isostatica è una compressione tridimensionale, che consente la formazione di pezzi altamente complessi con densità uniforme.

La Differenza Fondamentale: Forza Unidirezionale vs. Pressione Idrostatica
Per comprendere le limitazioni geometriche, dobbiamo prima esaminare come ogni processo applica la forza alla polvere.
Come Funziona la Pressatura Uniassiale
La pressatura uniassiale, spesso chiamata pressatura a stampo, applica la forza lungo un singolo asse verticale.
Una quantità precisa di polvere viene inserita in una cavità di uno stampo rigido e uno o più punzoni la comprimono dall'alto e/o dal basso. Questo metodo è rapido e altamente ripetibile per dimensioni specifiche.
Come Funziona la Pressatura Isostatica
La pressatura isostatica applica pressione uniformemente da tutte le direzioni. La polvere è sigillata in uno stampo flessibile ed elastomerico.
Questo stampo sigillato viene quindi immerso in un fluido, che viene pressurizzato. La pressione agisce in modo uguale su tutte le superfici dello stampo, comprimendo la polvere uniformemente da ogni angolazione, molto simile alla pressione dell'oceano profondo.
L'Impatto sulla Geometria del Pezzo
Il metodo di applicazione della pressione detta direttamente la complessità del pezzo che è possibile creare.
Pressatura Uniassiale: Forme Semplici e Limiti del Rapporto d'Aspetto
Poiché la forza viene applicata solo dall'alto e dal basso, la pressatura uniassiale è limitata a pezzi con una sezione trasversale costante, come cilindri, boccole o semplici compresse.
È severamente vincolata dal rapporto sezione trasversale-altezza. Pezzi alti e sottili sono quasi impossibili da realizzare perché l'attrito tra la polvere e le pareti rigide dello stampo impedisce che la pressione venga trasmessa efficacemente al centro del pezzo. Ciò comporta significative variazioni di densità.
Compattazione Isostatica: Geometrie Complesse e Uniformità
Applicando la pressione da tutte le direzioni, la compattazione isostatica elimina le limitazioni dell'attrito delle pareti dello stampo.
Ciò consente la creazione di pezzi con contorni complessi, sottosquadri e rapporti d'aspetto elevati (ad esempio, aste lunghe e sottili). Poiché la pressione è uniforme, il pezzo risultante ha una densità molto più omogenea, il che è fondamentale per applicazioni ad alte prestazioni.
Comprendere i Compromessi
Sebbene la pressatura isostatica offra libertà geometrica, non è un sostituto universale della pressatura uniassiale. Ciascuno ha vantaggi e svantaggi distinti.
La Limitazione della Pressatura Uniassiale: Attrito e Densità
Il nemico principale della pressatura uniassiale è l'attrito delle pareti dello stampo. Quando il punzone comprime la polvere, le particelle più vicine alla parete dello stampo subiscono attrito, che resiste al loro movimento e compattazione.
Ciò porta a un pezzo denso in alto e in basso (vicino ai punzoni) ma significativamente meno denso al centro. Per molte applicazioni, questa non uniformità è inaccettabile.
La Limitazione della Pressatura Isostatica: Tolleranze e Utensileria
Gli stampi flessibili utilizzati nella pressatura isostatica, pur consentendo la complessità, non offrono la stessa precisione dimensionale di uno stampo in acciaio rigido. Le tolleranze finali del pezzo sono generalmente più ampie rispetto a quelle ottenute con la pressatura uniassiale.
Inoltre, la progettazione e la fabbricazione dell'utensileria flessibile per ottenere una forma finale specifica può essere più complessa e costosa.
Scegliere il Metodo Giusto per il Tuo Pezzo
La scelta tra questi due metodi dipende interamente dai requisiti di progettazione del tuo pezzo e dagli obiettivi di produzione.
- Se il tuo obiettivo principale è la produzione in serie di forme semplici con tolleranze strette: la pressatura uniassiale è più veloce, più economica e offre una migliore ripetibilità dimensionale.
- Se il tuo obiettivo principale è la creazione di geometrie complesse, pezzi con elevato rapporto d'aspetto o il raggiungimento della massima uniformità di densità: la compattazione isostatica è la scelta superiore, e spesso l'unica, praticabile.
Comprendere la fisica dell'applicazione della pressione è la chiave per selezionare il processo che meglio si allinea all'intento di progettazione del tuo pezzo.
Tabella Riepilogativa:
| Caratteristica | Pressatura Uniassiale | Compattazione Isostatica |
|---|---|---|
| Applicazione della Pressione | Forza su un singolo asse | Pressione uniforme, completa |
| Libertà Geometrica | Limitata a forme semplici (es. cilindri) | Elevata (es. sottosquadri, rapporti d'aspetto elevati) |
| Uniformità della Densità | Bassa (variazioni dovute all'attrito) | Elevata (densità omogenea) |
| Tolleranze | Controllo dimensionale preciso | Tolleranze più ampie |
| Utensileria | Stampi rigidi, costo inferiore per forme semplici | Stampi flessibili, maggiore complessità e costo |
Hai bisogno di una pressa da laboratorio per la geometria specifica del tuo pezzo? KINTEK è specializzata in presse da laboratorio, comprese presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, progettate per gestire forme complesse e garantire una densità uniforme per le tue esigenze di laboratorio. Contattaci oggi stesso per discutere come le nostre soluzioni possono ottimizzare la lavorazione dei tuoi materiali e aumentare l'efficienza!
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
Domande frequenti
- Quali sono i vantaggi dell'utilizzo di una pressa isostatica a caldo (WIP) per le batterie? Ottenere un contatto interfacciale superiore
- Qual è la funzione della pressione idraulica nella pressatura isostatica a caldo? Raggiungere una densità uniforme del materiale
- Come fanno i materiali a volume sacrificale (SVM) a mantenere i microcanali nella pressatura isostatica? Garantire l'integrità strutturale
- Qual è il processo coinvolto nella pressatura isostatica a caldo? Padroneggiare la densità uniforme con la tecnologia WIP
- Qual è la funzione degli stampi elastici nella pressatura isostatica a caldo? Raggiungere una densità uniforme nelle particelle composite



















