In sostanza, il processo di pressatura isostatica a freddo (CIP) a sacco umido compatta la polvere in un oggetto solido utilizzando un liquido ad alta pressione uniforme. La polvere grezza viene sigillata all'interno di uno stampo flessibile all'esterno dell'attrezzatura principale, che viene quindi immersa in un recipiente a pressione riempito di fluido dove la pressione viene applicata da tutte le direzioni.
Sebbene il processo CIP a sacco umido sia più lento rispetto a metodi alternativi, il suo vantaggio distintivo è una flessibilità impareggiabile. Eccelle nella produzione di lotti di parti complessi, grandi o variati con un'eccezionale uniformità di densità, rendendolo ideale per applicazioni in cui precisione e geometria superano la velocità pura.

Una ripartizione passo-passo del processo
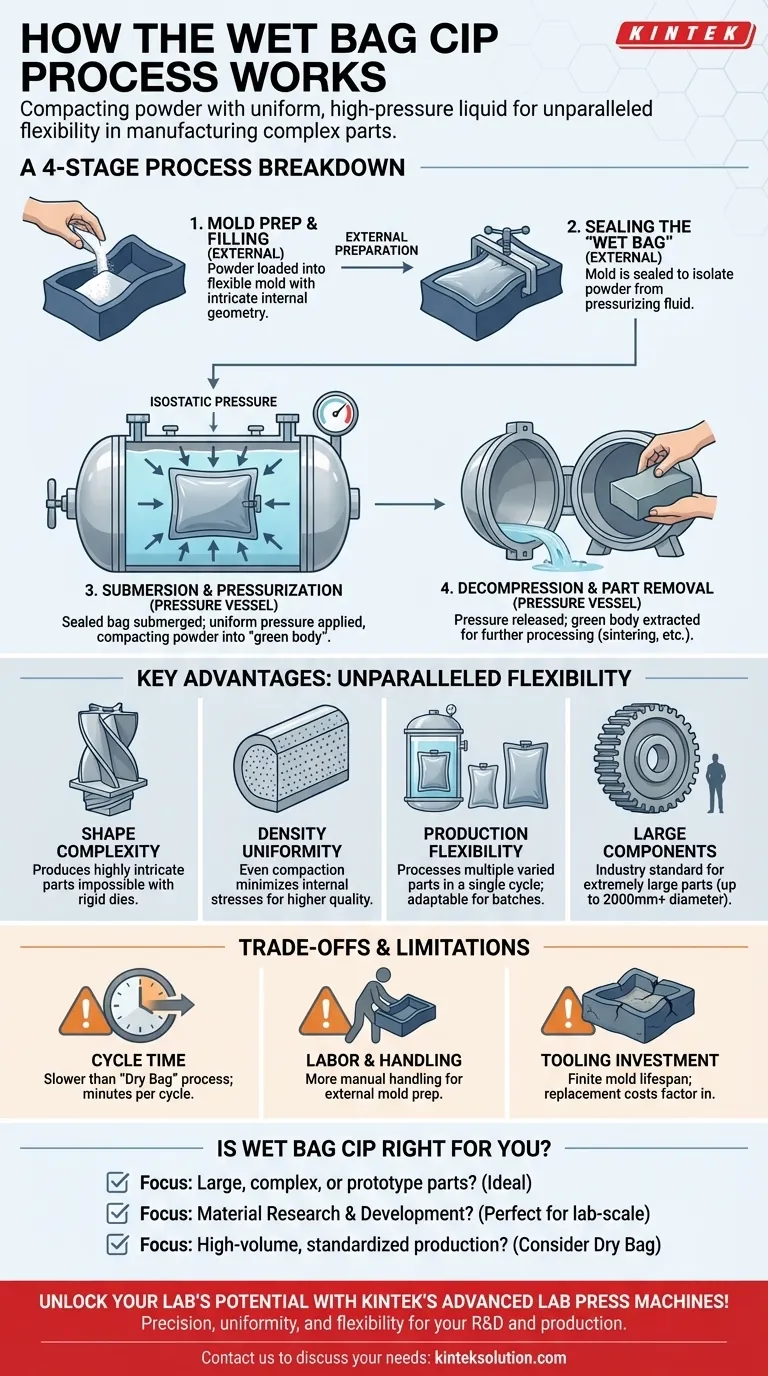
Il processo a sacco umido è metodico e consiste in quattro fasi distinte, con la differenza fondamentale che lo stampo viene preparato e sigillato esternamente.
Fase 1: Preparazione e riempimento dello stampo
Innanzitutto, il materiale in polvere (come ceramica, metallo o polveri composite) viene caricato con cura in uno stampo flessibile e riutilizzabile. Questi stampi sono tipicamente realizzati in gomma o elastomeri e possono essere progettati con geometrie interne intricate.
Fase 2: Sigillatura del "sacco umido"
Una volta riempito, lo stampo viene sigillato ermeticamente. Questo crea un "sacco" autonomo e a tenuta stagna che isola la polvere dal liquido pressurizzante. Questa intera fase viene eseguita all'esterno della camera a pressione.
Fase 3: Immersione e pressurizzazione
Lo stampo sigillato viene quindi immerso in un fluido idraulico (spesso acqua o olio) all'interno di un recipiente ad alta pressione. Il recipiente viene sigillato e pompe ad alto volume aumentano la pressione del fluido, sottoponendo lo stampo a una pressione isostatica – forza uguale da tutte le direzioni.
Questa pressione uniforme compatta la polvere all'interno dello stampo in un componente solido ad alta densità noto come "corpo verde".
Fase 4: Decompressione e rimozione della parte
Dopo un tempo prestabilito (tipicamente da 5 a 30 minuti), la pressione viene rilasciata, il recipiente viene aperto e lo stampo viene rimosso. Il corpo verde compattato viene quindi estratto con cura dallo stampo flessibile, pronto per successive lavorazioni come la sinterizzazione o la lavorazione meccanica.
Caratteristiche e vantaggi principali
La preparazione esterna dello stampo che definisce il processo a sacco umido consente direttamente i suoi principali vantaggi nella produzione.
Complessità di forma ineguagliabile
Poiché gli stampi sono flessibili e maneggiati esternamente, possono essere fabbricati per produrre parti altamente intricate e complesse che sarebbero impossibili con stampi rigidi.
Uniformità di densità superiore
L'applicazione della pressione isostatica assicura che la polvere si compatti uniformemente in tutta la parte. Ciò minimizza le sollecitazioni interne e si traduce in un ritiro prevedibile e uniforme durante il riscaldamento successivo (sinterizzazione), portando a un prodotto finale di qualità superiore.
Flessibilità nel volume di produzione
Un singolo ciclo può elaborare più sacchi contemporaneamente, anche se di dimensioni e forme diverse. Ciò rende il metodo altamente adattabile per tutto, dai prototipi di piccole serie alle produzioni di quantità maggiori.
Capacità per componenti molto grandi
Il processo a sacco umido è lo standard industriale per la produzione di parti estremamente grandi. Con recipienti a pressione che raggiungono diametri di 2000 mm (oltre 6,5 piedi) o più, può creare componenti massicci che nessun altro metodo di pressatura può accogliere.
Comprendere i compromessi e le limitazioni
Nessun singolo processo di produzione è perfetto per ogni scenario. La flessibilità del CIP a sacco umido comporta chiari compromessi, principalmente legati alla velocità e alla manodopera.
Il tempo di ciclo è il vincolo primario
Il processo è intrinsecamente più lento della sua controparte "Dry Bag". La necessità di riempire, sigillare, caricare e scaricare gli stampi manualmente o semi-automaticamente si traduce in tempi di ciclo che si misurano in minuti, non in secondi.
Aumento della manodopera e della movimentazione
La movimentazione manuale degli stampi all'esterno del recipiente rende il processo a sacco umido più laborioso. Sebbene l'automazione possa aiutare, non eguaglia la natura completamente automatizzata e in linea di altre tecniche di pressatura ad alto volume.
Investimento e usura degli utensili
Gli stampi in elastomero flessibile hanno una vita utile finita e alla fine si consumeranno, richiedendo la sostituzione. Questo costo di attrezzaggio deve essere considerato nel costo complessivo per parte, soprattutto per la produzione ad alto volume.
Il CIP a sacco umido è adatto alla tua applicazione?
La scelta di questo metodo dipende interamente dalle priorità del tuo progetto. Si tratta di una questione di scambio tra velocità e libertà geometrica e qualità della parte.
- Se il tuo obiettivo principale è la produzione ad alto volume e standardizzata: Il tempo di ciclo più lento del CIP a sacco umido può essere un collo di bottiglia significativo; un sistema CIP a sacco secco è probabilmente più adatto.
- Se il tuo obiettivo principale è la produzione di parti grandi, complesse o prototipi: Il CIP a sacco umido è il metodo ideale, offrendo una libertà di progettazione impareggiabile e la capacità di produrre componenti massicci.
- Se il tuo obiettivo principale è la ricerca e sviluppo sui materiali: La capacità di utilizzare facilmente diverse forme e dimensioni di stampi nella stessa attrezzatura rende questo processo perfetto per esperimenti su scala di laboratorio e validazione dei materiali.
In definitiva, comprendere questo fondamentale compromesso tra velocità di produzione e flessibilità delle parti è la chiave per utilizzare efficacemente il CIP a sacco umido.
Tabella riassuntiva:
| Aspetto | Dettagli |
|---|---|
| Processo | Utilizza stampi flessibili sigillati esternamente, immersi in fluido e pressurizzati isostaticamente per la compattazione uniforme della polvere. |
| Vantaggi chiave | Complessità di forma ineguagliabile, uniformità di densità superiore, flessibilità nel volume di produzione, capacità per componenti di grandi dimensioni. |
| Limitazioni | Tempi di ciclo più lenti, aumento della manodopera e della movimentazione, usura degli utensili e costi di sostituzione. |
| Applicazioni ideali | Parti complesse, componenti di grandi dimensioni, prototipi, ricerca e sviluppo sui materiali e produzione di lotti vari. |
Sblocca il potenziale del tuo laboratorio con le avanzate macchine per pressa da laboratorio di KINTEK! Che tu stia sviluppando nuovi materiali o producendo parti complesse, le nostre presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate offrono risultati precisi e uniformi per una densità e una flessibilità superiori. Lascia che ti aiutiamo a migliorare la tua efficienza di ricerca e sviluppo e di produzione – contattaci oggi per discutere le tue esigenze specifiche e scoprire come KINTEK può supportare i tuoi obiettivi di laboratorio!
Guida Visiva
Prodotti correlati
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
Domande frequenti
- Perché è necessaria una pressa isostatica (CIP) dopo la pressatura uniassiale? Ottenere la trasparenza nelle ceramiche di Nd:Y2O3
- In che modo una pressa isostatica a freddo (CIP) facilita la preparazione di corpi verdi di carburo di silicio (SiC) drogato con CaO?
- Quali sono le caratteristiche chiave dei sistemi automatizzati di pressa isostatica a freddo (CIP) da laboratorio? Ottieni un consolidamento preciso delle polveri ad alta pressione
- Perché le alte velocità di pressurizzazione sono importanti nei sistemi CIP automatizzati? Raggiungere una densità del materiale superiore
- Quali tipi di attrezzature sono disponibili per la pressatura isostatica a freddo?Esplora le soluzioni CIP per laboratori e produzione



