Da un punto di vista tecnico Il vantaggio della pressatura isostatica a freddo (CIP) in termini di controllabilità è la gestione precisa dei parametri chiave del processo. Regolando in modo indipendente la pressione applicata, la temperatura e il tempo di mantenimento, è possibile progettare direttamente la microstruttura e le proprietà finali del materiale compattato, o "corpo verde", con una coerenza eccezionale.
Il cuore della controllabilità di CIP non risiede in macchinari complessi, ma in un principio fisico semplice e potente: la pressione idrostatica uniforme. Questo controllo fondamentale sul modo in cui viene applicata la forza è ciò che consente di creare componenti altamente uniformi e privi di difetti, difficili o impossibili da ottenere con altri metodi.

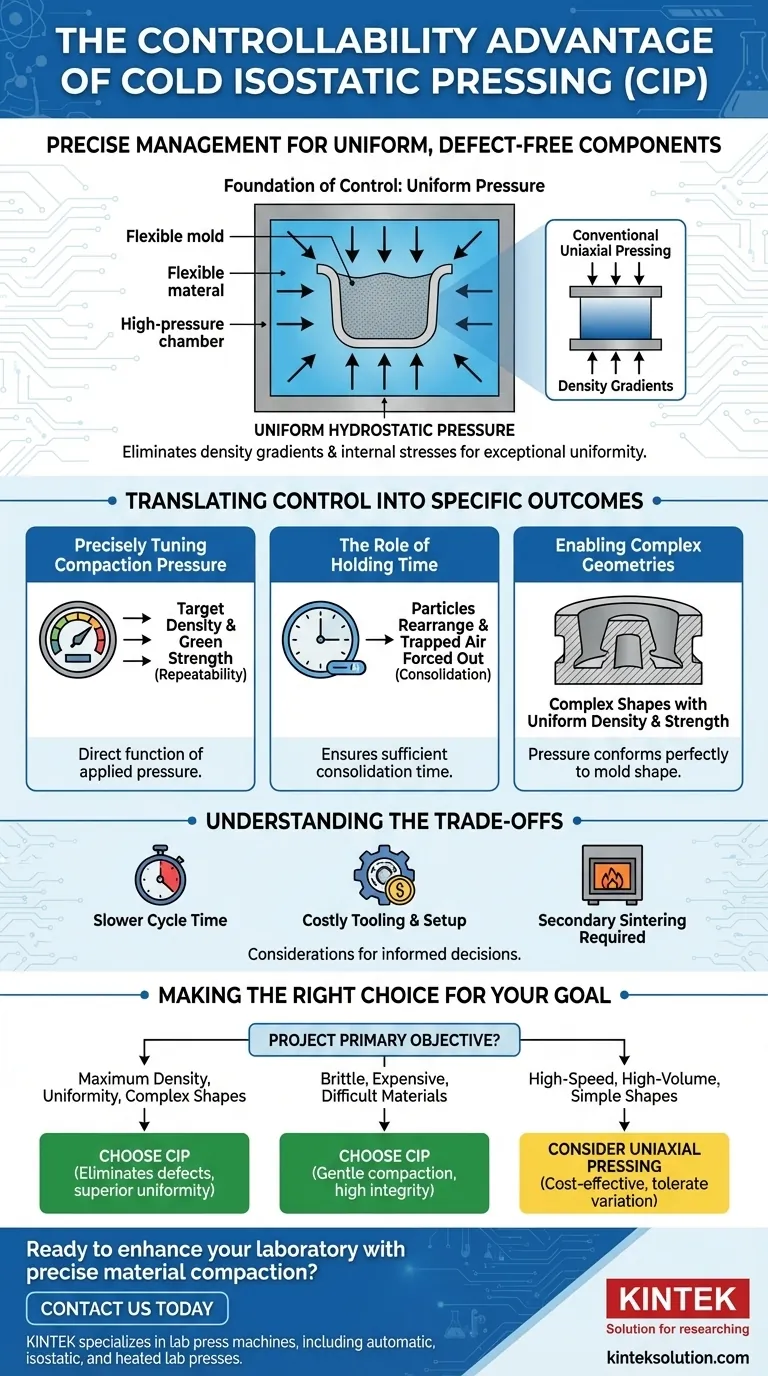
La base del controllo: Pressione uniforme
Il controllo unico offerto dal CIP deriva direttamente dal modo in cui applica la forza. A differenza dei metodi convenzionali che premono da una o due direzioni, CIP circonda il materiale con la pressione.
Come funziona la pressione isostatica
Nel CIP, il materiale in polvere viene sigillato in uno stampo flessibile. Questo stampo viene poi immerso in una camera ad alta pressione riempita di fluido.
Una pompa esterna pressurizza il fluido, che trasmette la pressione in modo uguale e simultaneo a ogni singolo punto della superficie dello stampo. Si tratta della cosiddetta pressione idrostatica.
L'impatto su densità e uniformità
L'applicazione uniforme della pressione è la chiave del controllo. Assicura che la polvere si compatti uniformemente in tutto il suo volume, indipendentemente dalla forma.
Il risultato è un corpo verde con densità eccezionalmente elevata e uniforme . In questo modo si eliminano i gradienti di densità e le tensioni interne comuni nella pressatura monoassiale, dove l'attrito con le pareti dello stampo fa sì che il centro del pezzo sia meno denso dei suoi bordi.
Eliminazione di contaminanti e difetti
Poiché la pressione viene applicata da un fluido attraverso uno stampo flessibile, non sono necessari i lubrificanti per le pareti dello stampo richiesti da altri metodi di pressatura.
In questo modo si elimina una fonte comune di contaminazione e si ottiene una maggiore purezza del pezzo finale. La pressione delicata e totalizzante riduce inoltre al minimo il rischio di crepe e vuoti, soprattutto quando si lavora con polveri fragili o molto fini.
Tradurre il controllo in risultati specifici
La capacità di gestire con precisione le variabili del processo consente di adattare il componente finale alle vostre esatte specifiche.
Regolazione precisa della pressione di compattazione
La densità finale del corpo verde è una funzione diretta della pressione applicata. Controllando attentamente il sistema di pompaggio, è possibile regolare l'esatta pressione necessaria per ottenere la densità e la resistenza del verde desiderate. Ciò consente di ottenere un elevato grado di ripetibilità da un pezzo all'altro.
Il ruolo del tempo di mantenimento
Il tempo di mantenimento, ovvero la durata del mantenimento del materiale alla massima pressione, assicura che la polvere abbia il tempo sufficiente per consolidarsi completamente. Questa fase consente di far uscire l'aria intrappolata e di riorganizzare le particelle nella loro configurazione più stabile e densa. La regolazione di questo parametro offre un ulteriore livello di controllo sull'uniformità finale.
Consentire geometrie complesse
Poiché la pressione si adatta perfettamente alla forma dello stampo, il CIP è particolarmente adatto alla produzione di pezzi con geometrie complesse, sottosquadri o cavità interne. La compattazione uniforme garantisce che questi elementi complessi abbiano la stessa densità e resistenza del resto del pezzo, un'impresa quasi impossibile con la pressatura direzionale.
Comprendere i compromessi
Pur essendo potente, il CIP non è la soluzione universale per tutte le esigenze di compattazione delle polveri. La comprensione dei suoi limiti è fondamentale per prendere una decisione informata.
Considerazioni sul tempo di ciclo
Il processo di caricamento della camera, di pressurizzazione del fluido, di mantenimento e quindi di depressurizzazione è intrinsecamente più lento del rapido movimento di stampaggio di una pressa meccanica monoassiale. Ciò rende generalmente il CIP meno adatto alla produzione di volumi estremamente elevati di pezzi semplici.
Attrezzatura e configurazione
Il CIP richiede stampi elastomerici flessibili che devono essere progettati per resistere alle alte pressioni e conformarsi alla forma desiderata. Se da un lato ciò consente la complessità, dall'altro gli stampi possono essere più costosi e avere una durata inferiore rispetto agli stampi in acciaio temprato utilizzati nella pressatura uniassiale.
È necessaria una seconda lavorazione
È fondamentale ricordare che il CIP produce un "corpo verde". Questo pezzo ha una buona resistenza alla manipolazione, ma deve essere sottoposto a un successivo processo di sinterizzazione (cottura) per raggiungere il suo stato finale, completamente denso e indurito.
La scelta giusta per il vostro obiettivo
La scelta del metodo di compattazione corretto dipende interamente dall'obiettivo primario del progetto.
- Se l'obiettivo principale è la massima densità, l'uniformità e le forme complesse, il CIP è la scelta migliore: CIP è la scelta migliore, perché la pressione idrostatica elimina i gradienti di densità e i difetti interni tipici di altri metodi.
- Se l'obiettivo principale è lavorare con materiali fragili, costosi o difficili da compattare: CIP fornisce la compattazione delicata e uniforme necessaria per produrre pezzi ad alta integrità senza causare crepe o sprecare materiale prezioso.
- Se l'obiettivo principale è la produzione ad alta velocità e in grandi volumi di forme semplici: La pressatura monoassiale tradizionale può essere una soluzione più conveniente, a condizione che si possa tollerare una certa variazione di densità.
In definitiva, sfruttare il CIP in modo efficace significa capire che il suo controllo deriva dalla padronanza dell'applicazione fondamentale della pressione uniforme.
Tabella riassuntiva:
| Aspetto del controllo | Vantaggio chiave |
|---|---|
| Pressione uniforme | Elimina i gradienti di densità e le tensioni interne per una compattazione uniforme. |
| Parametri regolabili | Consente di regolare con precisione la pressione, il tempo e la temperatura per ottenere proprietà personalizzate del materiale. |
| Geometrie complesse | Consente la produzione di forme complesse con densità e resistenza uniformi |
| Riduzione dei difetti | Riduce le cricche e i contaminanti, ideale per polveri fragili o fini. |
Siete pronti a migliorare le capacità del vostro laboratorio con una compattazione precisa e uniforme dei materiali? KINTEK è specializzata in presse da laboratorio, tra cui presse automatiche, presse isostatiche e presse da laboratorio riscaldate, progettate per soddisfare le esigenze specifiche dei laboratori. Le nostre soluzioni offrono un'eccezionale controllabilità, consentendo di ottenere pezzi ad alta densità e privi di difetti con geometrie complesse. Contattateci oggi stesso per discutere di come la nostra esperienza possa ottimizzare i vostri processi e promuovere l'innovazione nei vostri progetti!
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Quali opzioni di personalizzazione sono disponibili per le presse isostatiche a freddo elettriche da laboratorio? Personalizza pressione, dimensioni e automazione per il tuo laboratorio
- Quali tipi di materiali possono essere compattati utilizzando presse isostatiche a freddo da laboratorio elettriche? Ottieni una densità uniforme per metalli, ceramiche e altro ancora
- A quale scopo vengono utilizzate le capacità ad alta pressione delle presse isostatiche a freddo da laboratorio elettriche? Raggiungere densità superiori e parti complesse
- Quale ruolo svolgono le presse isostatiche a freddo da laboratorio elettriche in contesti industriali? Un ponte tra ricerca e sviluppo e produzione con precisione
- Quali sono alcune applicazioni di ricerca dei CIP da laboratorio elettrici? Sbloccare la densificazione uniforme della polvere per materiali avanzati
















