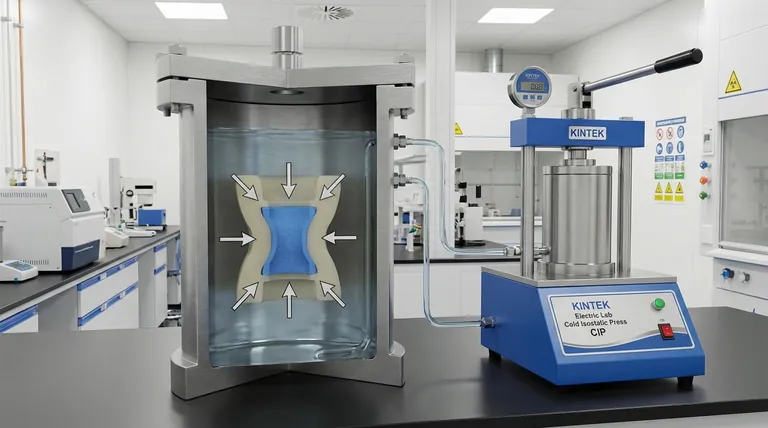
Alla base, la pressatura isostatica è una tecnica di lavorazione dei materiali fondata su un principio fondamentale della fluidodinamica. Implica l'immersione completa di un componente, tipicamente realizzato in polvere, all'interno di un fluido e la successiva pressurizzazione di tale fluido. Questo metodo assicura che la pressione sia applicata uniformemente e simultaneamente da tutte le direzioni, compattando il materiale in uno stato solido ad alta densità.
A differenza della pressatura convenzionale, che applica forza lungo un unico asse, la pressatura isostatica utilizza un fluido per compattare i materiali in modo uguale da ogni direzione. Questo approccio unico produce componenti con una densità eccezionalmente uniforme e difetti interni minimi, indipendentemente dalla loro complessità geometrica.
Come la pressatura isostatica raggiunge una compattazione uniforme
L'efficacia della pressatura isostatica risiede nel suo metodo di applicazione della pressione, che aggira i limiti delle presse meccaniche tradizionali.
Il ruolo del mezzo fluido
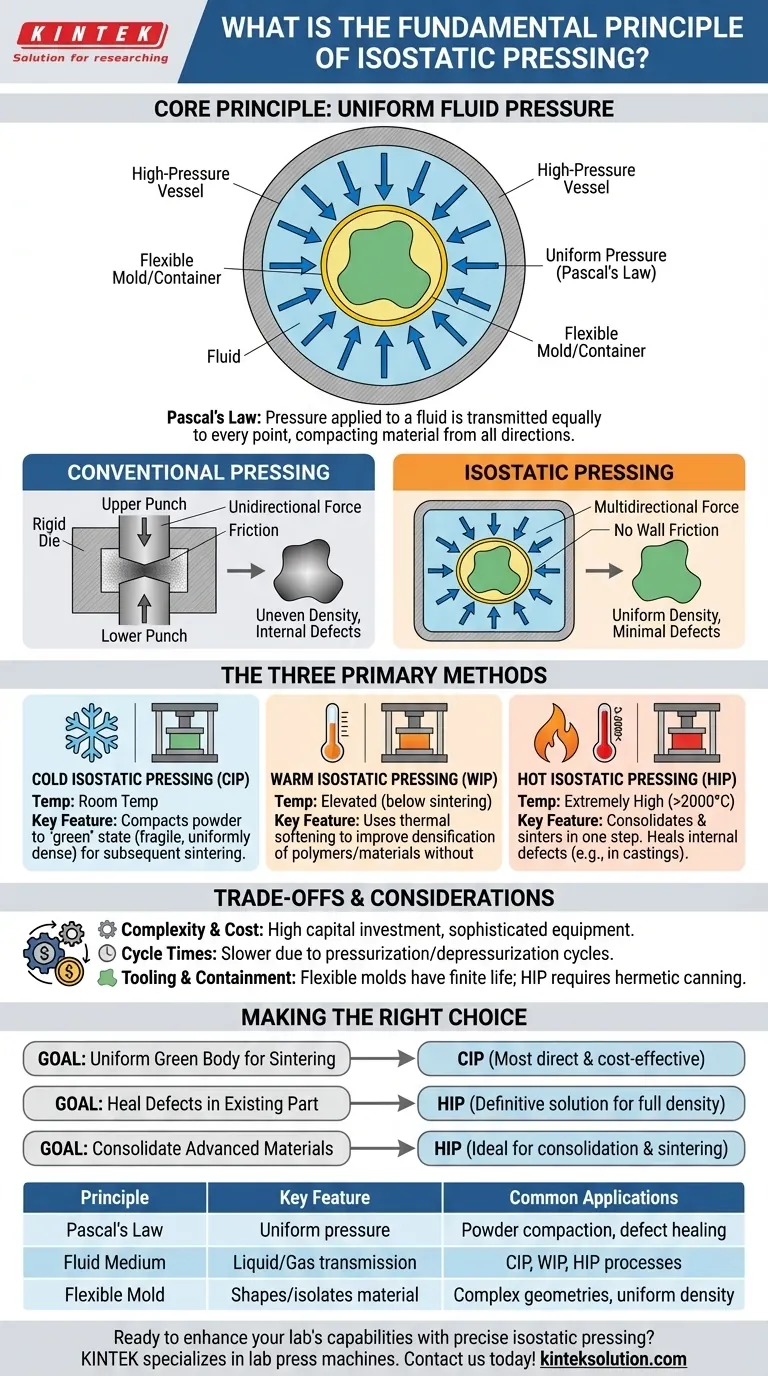
Il processo si basa su un mezzo pressurizzante — un liquido come acqua o olio, o un gas come l'argon. Quando questo fluido viene pressurizzato all'interno di un recipiente ad alta pressione, trasmette tale pressione uniformemente a ogni punto sulla superficie dell'oggetto immerso. Questo comportamento è un'applicazione diretta della Legge di Pascal.
Lo stampo o contenitore flessibile
Il materiale da compattare, solitamente una polvere, viene prima sigillato all'interno di uno stampo flessibile ed elastico o di un contenitore ermetico. Questa barriera ha due scopi: modella la polvere nella sua forma quasi definitiva e la isola dal fluido pressurizzante. La pressione agisce sullo stampo flessibile, che a sua volta compatta uniformemente la polvere al suo interno.
Superare i limiti unidirezionali
La pressatura tradizionale in stampo applica forza da una o due direzioni. Questo crea un significativo attrito tra la polvere e le pareti rigide dello stampo, con conseguenti variazioni di densità in tutta la parte. La pressatura isostatica elimina completamente questo attrito delle pareti, garantendo che il componente finale abbia una densità costante e uniforme.
I tre metodi principali di pressatura isostatica
La combinazione di pressione e temperatura definisce i tre tipi principali di pressatura isostatica, ciascuno adatto a materiali e risultati diversi.
Pressatura isostatica a freddo (CIP)
Il CIP viene eseguito a o vicino alla temperatura ambiente. La sua funzione primaria è quella di compattare la polvere in uno stato "verde" — una parte fragile ma uniformemente densa che ha una forza sufficiente per essere manipolata. Queste parti verdi vengono quindi tipicamente sottoposte a un processo di sinterizzazione separato per raggiungere la loro durezza e resistenza finali.
Pressatura isostatica a caldo (WIP)
Il WIP opera a temperature elevate, ma al di sotto del punto di sinterizzazione del materiale (tipicamente fino a qualche centinaio di gradi Celsius). Viene spesso utilizzato per compattare polimeri o altri materiali che beneficiano di un certo rammollimento termico per migliorare la densificazione senza subire un cambiamento chimico o di fase completo.
Pressatura isostatica a caldo (HIP)
L'HIP combina pressione estremamente alta con alta temperatura, spesso raggiungendo oltre i 2.000°C. Ciò consente il consolidamento e la sinterizzazione delle polveri in un'unica fase, producendo direttamente parti completamente dense. È anche in grado in modo unico di curare i difetti interni, come la microporosità, nelle fusioni metalliche solide e nei componenti fabbricati additivamente.
Comprendere i compromessi e le considerazioni
Sebbene potente, la pressatura isostatica non è una soluzione universale. Comprendere i suoi limiti è fondamentale per usarla in modo efficace.
Complessità e costi del processo
L'attrezzatura richiesta per la pressatura isostatica, in particolare i sistemi HIP, comporta sofisticati recipienti ad alta pressione e sistemi di controllo. Ciò si traduce in un investimento di capitale e una complessità operativa maggiori rispetto alle presse meccaniche convenzionali.
Tempi di ciclo
Il processo di caricamento, sigillatura, pressurizzazione, mantenimento e depressurizzazione di un grande recipiente è intrinsecamente più lento del rapido colpo di una pressa meccanica. Questo rende generalmente la pressatura isostatica più adatta per componenti di alto valore piuttosto che per parti di grande volume e basso costo.
Utensileria e contenimento
Gli stampi flessibili utilizzati nel CIP hanno una vita finita e sono meno durevoli degli stampi in acciaio temprato delle presse meccaniche. Per l'HIP, la necessità di incapsulare una parte in un contenitore ermetico (spesso una scatola metallica saldata) aggiunge un passaggio extra, ad alta intensità di manodopera, al processo.
Fare la scelta giusta per il tuo obiettivo
La scelta del metodo corretto dipende interamente dal tuo materiale e dallo stato finale desiderato del componente.
- Se il tuo obiettivo principale è creare un corpo verde uniforme per la successiva sinterizzazione: la pressatura isostatica a freddo (CIP) è il metodo più diretto ed economico.
- Se il tuo obiettivo principale è curare i difetti interni in una parte preesistente (come una fusione): la pressatura isostatica a caldo (HIP) è la soluzione definitiva per ottenere la piena densità e migliorare l'integrità meccanica.
- Se il tuo obiettivo principale è consolidare materiali avanzati come ceramiche o compositi metallici in una forma finale e densa: la pressatura isostatica a caldo (HIP) è il processo ideale per ottenere il consolidamento e la sinterizzazione in un'unica operazione.
Comprendendo questi principi fondamentali, è possibile sfruttare efficacemente la pressatura isostatica per produrre componenti altamente uniformi e ad alte prestazioni che sono irraggiungibili con i metodi convenzionali.
Tabella riassuntiva:
| Principio | Caratteristica chiave | Applicazioni comuni |
|---|---|---|
| Legge di Pascal | Pressione uniforme da tutte le direzioni | Compattazione di polveri, cura dei difetti |
| Mezzo fluido | Trasmissione di liquido o gas | Processi CIP, WIP, HIP |
| Stampo flessibile | Modella e isola il materiale | Geometrie complesse, densità uniforme |
Pronto a migliorare le capacità del tuo laboratorio con una pressatura isostatica precisa? KINTEK è specializzata in macchine da laboratorio, comprese presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, progettate per fornire densità uniforme e prestazioni superiori per i tuoi materiali. Contattaci oggi per discutere come le nostre soluzioni possono soddisfare le tue esigenze specifiche di laboratorio e aumentare la tua efficienza!
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
Domande frequenti
- Come fanno i materiali a volume sacrificale (SVM) a mantenere i microcanali nella pressatura isostatica? Garantire l'integrità strutturale
- Qual è il meccanismo di una pressa isostatica a caldo (WIP) sul formaggio? Padroneggia la pastorizzazione a freddo per una sicurezza superiore
- Perché i catodi compositi devono essere sigillati in sacchetti di laminazione sottovuoto per il WIP? Garantire stabilità e densità della batteria
- Qual è il processo coinvolto nella pressatura isostatica a caldo? Padroneggiare la densità uniforme con la tecnologia WIP
- Qual è la funzione degli stampi elastici nella pressatura isostatica a caldo? Raggiungere una densità uniforme nelle particelle composite



















