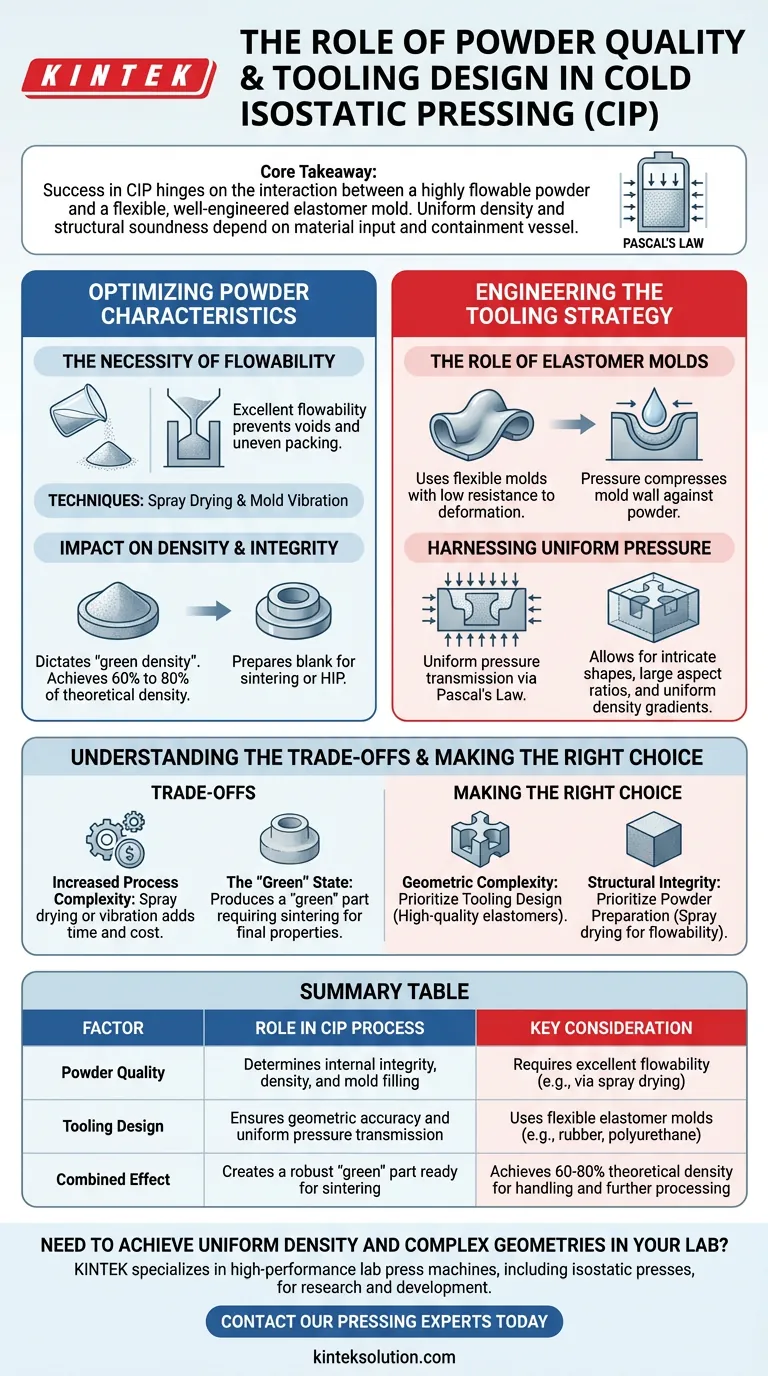
Nella pressatura isostatica a freddo (CIP), la qualità della polvere e la progettazione degli utensili sono i pilastri gemelli della stabilità del processo. La qualità della polvere determina l'integrità interna, la densità e il flusso richiesti per riempire lo stampo, mentre la progettazione degli utensili garantisce l'accuratezza geometrica e la trasmissione uniforme della pressione. Insieme, consentono ai produttori di trasformare materiale sfuso in un robusto componente "verde" pronto per la successiva sinterizzazione o lavorazione.
Concetto chiave: Il successo nella CIP dipende dall'interazione tra una polvere altamente scorrevole e uno stampo elastomerico flessibile e ben ingegnerizzato. Mentre il mezzo liquido fornisce la pressione in base alla legge di Pascal, sono l'input del materiale e il contenitore che determinano se il componente finale raggiunge una densità uniforme e una solidità strutturale.

Ottimizzazione delle caratteristiche della polvere
Le proprietà fisiche del materiale grezzo sono i principali motori della struttura interna del componente finale.
La necessità della scorrevolezza
Affinché la CIP sia efficace, la polvere deve riempire lo stampo in modo rigoroso e uniforme. Un'eccellente scorrevolezza è un requisito non negoziabile per prevenire vuoti e un impacchettamento non uniforme.
Per raggiungere questo obiettivo, i produttori impiegano spesso fasi di pre-elaborazione aggiuntive. Tecniche come l'essiccazione a spruzzo o la vibrazione dello stampo durante la fase di riempimento sono comunemente utilizzate per garantire che la polvere si depositi correttamente.
Impatto su densità e integrità
La qualità della polvere detta direttamente la "densità verde" della parte pressata. Polveri di alta qualità consentono al processo di produrre parti con dal 60% all'80% della loro densità teorica.
Questa elevata densità verde fornisce una resistenza sufficiente affinché la parte "grezza" possa essere maneggiata in sicurezza al di fuori dello stampo. Prepara il semilavorato per i processi di consolidamento finali, come la sinterizzazione o la pressatura isostatica a caldo (HIP).
Ingegnerizzazione della strategia degli utensili
Mentre la polvere fornisce la sostanza, gli utensili forniscono la forma e il meccanismo di compressione.
Il ruolo degli stampi elastomerici
A differenza della pressatura a stampo rigido, la CIP utilizza stampi flessibili realizzati con elastomeri come gomma, poliuretano o plastica.
Gli utensili devono avere bassa resistenza alla deformazione. Questa flessibilità consente alla pressione idraulica di comprimere la parete dello stampo contro la polvere senza che lo stampo stesso assorba la forza.
Sfruttare la pressione uniforme
La progettazione degli utensili sfrutta la legge di Pascal, che afferma che la pressione in un fluido racchiuso viene trasmessa ugualmente in tutte le direzioni.
Poiché lo stampo è flessibile, il mezzo liquido (acqua, olio o glicole) applica pressione uniformemente da ogni angolazione. Ciò consente la produzione di forme intricate, parti con grandi rapporti d'aspetto e componenti con gradienti di densità uniformi che gli utensili rigidi non possono ottenere.
Comprendere i compromessi
Sebbene la CIP offra un'uniformità di densità superiore, introduce complessità specifiche che devono essere gestite.
Aumento della complessità del processo
Ottenere la scorrevolezza della polvere necessaria aumenta spesso i costi di produzione. L'implementazione dell'essiccazione a spruzzo o di meccanismi di vibrazione aggiunge passaggi distinti al flusso di lavoro, aumentando sia il tempo che l'investimento finanziario rispetto ai metodi di pressatura più semplici.
La limitazione dello stato "verde"
È fondamentale ricordare che la CIP produce una parte "verde" o grezza, non una superficie finita.
Sebbene il processo possa raggiungere quasi il 100% della densità teorica per i metalli (e circa il 95% per le ceramiche) dopo l'elaborazione successiva, l'output immediato è una forma grezza. Richiede invariabilmente sinterizzazione o finitura secondaria per ottenere le proprietà meccaniche e le tolleranze finali.
Fare la scelta giusta per il tuo obiettivo
Per massimizzare l'efficacia della pressatura isostatica a freddo, allinea i tuoi controlli di processo con i tuoi specifici obiettivi di produzione.
- Se il tuo obiettivo principale è la complessità geometrica: Dai priorità alla progettazione degli utensili utilizzando elastomeri di alta qualità che possono deformarsi in modo affidabile per produrre forme intricate senza strappi.
- Se il tuo obiettivo principale è l'integrità strutturale: Dai priorità alla preparazione della polvere, investendo nell'essiccazione a spruzzo per garantire la massima scorrevolezza e una distribuzione uniforme della densità.
Bilanciando una preparazione della polvere superiore con una progettazione flessibile degli utensili, si garantisce un processo ad alta resa che fornisce componenti coerenti e ad alta densità.
Tabella riassuntiva:
| Fattore | Ruolo nel processo CIP | Considerazione chiave |
|---|---|---|
| Qualità della polvere | Determina l'integrità interna, la densità e il riempimento dello stampo. | Richiede un'eccellente scorrevolezza, spesso ottenuta tramite essiccazione a spruzzo. |
| Progettazione degli utensili | Garantisce l'accuratezza geometrica e la trasmissione uniforme della pressione. | Utilizza stampi elastomerici flessibili (ad es. gomma, poliuretano). |
| Effetto combinato | Crea una parte "verde" robusta pronta per la sinterizzazione. | Raggiunge il 60-80% della densità teorica per la manipolazione e l'ulteriore lavorazione. |
Hai bisogno di ottenere densità uniforme e geometrie complesse nel tuo laboratorio?
I principi di preparazione della polvere e progettazione degli utensili sono fondamentali per una pressatura isostatica di successo. KINTEK è specializzata in macchine per presse da laboratorio ad alte prestazioni, comprese le presse isostatiche, progettate per soddisfare le precise esigenze della ricerca e sviluppo di laboratorio.
La nostra esperienza ti aiuta a ottimizzare il tuo processo CIP per risultati superiori. Contatta oggi i nostri esperti di pressatura per discutere come le nostre soluzioni possono migliorare la tua sintesi di materiali e la fabbricazione di componenti.
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- In che modo la pressatura isostatica a freddo (CIP) elettrica contribuisce al risparmio sui costi? Sblocca efficienza e riduci le spese
- Quali sono le caratteristiche delle soluzioni standard di laboratorio CIP elettriche pronte all'uso? Ottenere un'elaborazione immediata ed economicamente vantaggiosa
- Quali tipi di materiali possono essere compattati utilizzando presse isostatiche a freddo da laboratorio elettriche? Ottieni una densità uniforme per metalli, ceramiche e altro ancora
- Quali sono le applicazioni delle presse isostatiche a freddo da laboratorio elettriche in contesti di ricerca? Sviluppo e ricerca di materiali avanzati con CIP ad alta pressione
- Quali opzioni di personalizzazione sono disponibili per le presse isostatiche a freddo elettriche da laboratorio? Personalizza pressione, dimensioni e automazione per il tuo laboratorio
















