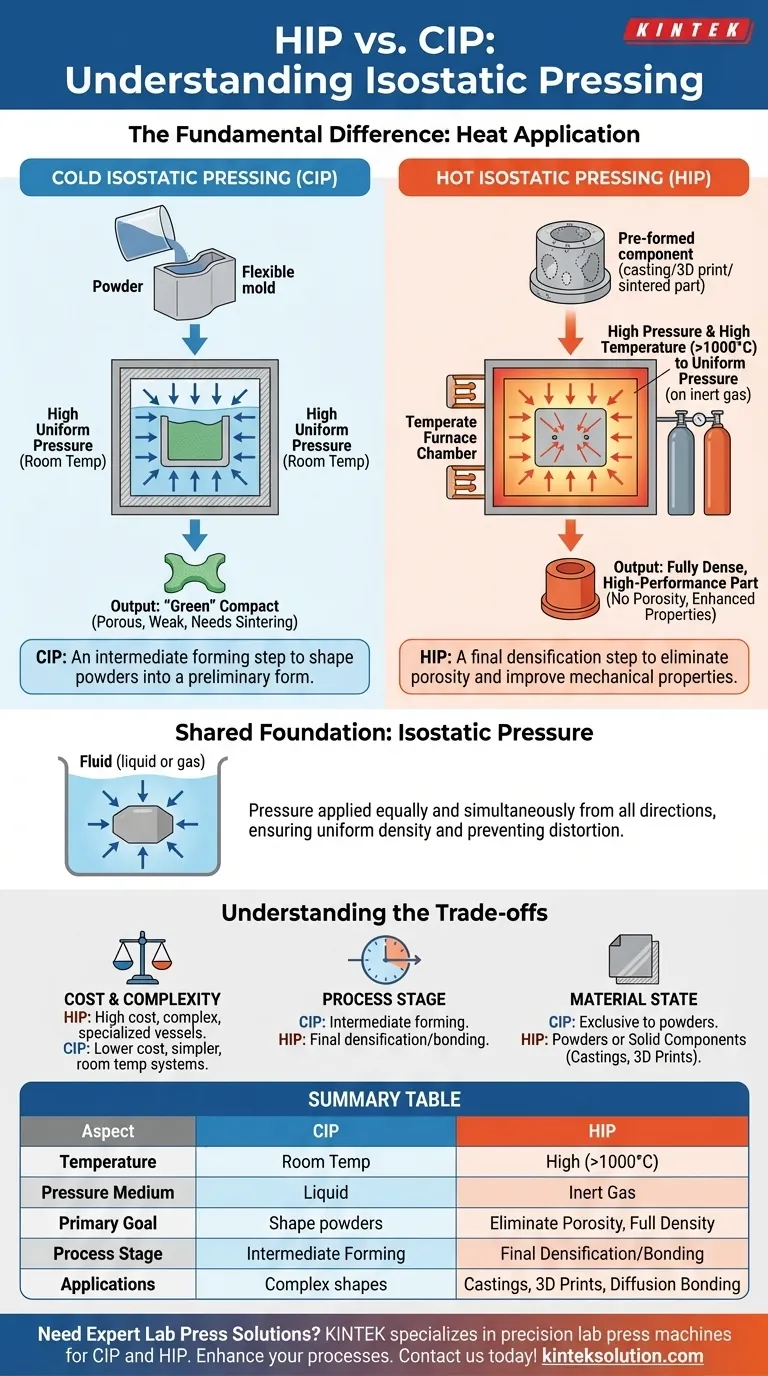
La differenza fondamentale tra la Pressatura Isostatica a Caldo (HIP) e la Pressatura Isostatica a Freddo (CIP) risiede nell'applicazione del calore. La CIP utilizza solo una pressione elevata e uniforme a temperatura ambiente per compattare le polveri in una forma preliminare, mentre l'HIP applica contemporaneamente sia alta pressione che alta temperatura per raggiungere la piena densità e migliorare le proprietà finali di un componente.
Sebbene entrambi i processi utilizzino una pressione uniforme per modellare i materiali, essi servono a scopi completamente diversi. La CIP è una fase di formatura utilizzata per creare una parte "verde" fragile dalla polvere, mentre l'HIP è una fase di finitura utilizzata per eliminare la porosità interna e creare un prodotto finale completamente denso e ad alte prestazioni.
Il Ruolo della Pressione: Le Fondamenta Condivise
Sia l'HIP che la CIP si basano sul principio della pressione isostatica. Ciò significa che la pressione viene applicata in modo uguale e simultaneo da tutte le direzioni.
Come Funziona la Pressione Isostatica
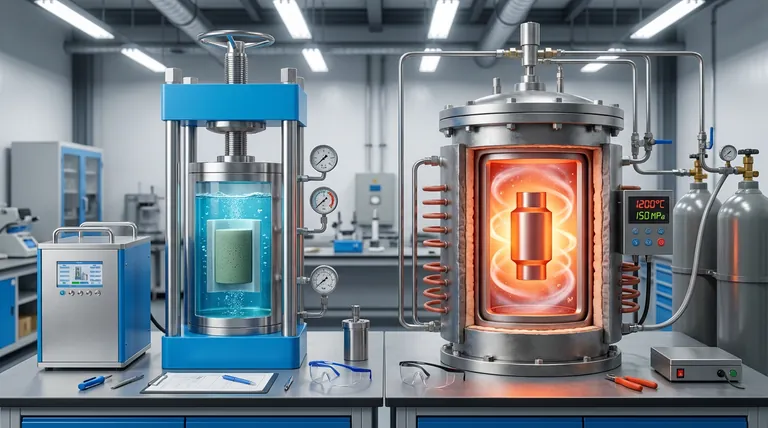
Immaginate un oggetto immerso in profondità nell'oceano; la pressione dell'acqua agisce uniformemente su di esso da ogni angolazione. La pressatura isostatica replica questo effetto, ma utilizza un fluido controllato – un liquido per la CIP, un gas inerte come l'argon per l'HIP – per compattare una parte senza distorsioni.
L'Obiettivo: Densità Uniforme
Questa pressione uniforme assicura che il materiale si compatti in modo uniforme, prevenendo la deformazione, la fessurazione e le variazioni di densità comuni nei metodi di pressatura unidirezionale. Il risultato è un componente con proprietà altamente coerenti in tutta la sua struttura.
Pressatura Isostatica a Freddo (CIP): Modellazione della Parte "Verde"
La CIP è fondamentalmente un processo di consolidamento delle polveri che avviene a temperatura ambiente. È una fase intermedia in un flusso di lavoro di produzione più ampio.
Il Processo a Temperatura Ambiente
Nella CIP, una polvere viene posta in uno stampo o un sacchetto flessibile e a tenuta stagna, tipicamente realizzato con un elastomero come poliuretano o gomma. Questo stampo sigillato viene quindi immerso in una camera a liquido ad alta pressione, compattando la polvere in una massa solida che riproduce la forma dello stampo.
L'Output: Un Compatto "Verde"
La parte risultante è chiamata "compatto verde". Ha sufficiente integrità strutturale per essere maneggiata, ma è ancora porosa e meccanicamente debole. Richiede un successivo processo ad alta temperatura, come la sinterizzazione o l'HIP, per ottenere la sua forza e densità finali.
Applicazioni Primarie della CIP
La CIP è eccellente per la produzione di forme complesse da polveri ceramiche o metalliche. La sua capacità di creare una densità uniforme nello stato verde la rende un metodo preferito per preparare i componenti per la sinterizzazione finale.
Pressatura Isostatica a Caldo (HIP): Raggiungere la Densità Finale e le Prestazioni
L'HIP è un processo di trattamento termico utilizzato per migliorare le proprietà meccaniche dei materiali. È spesso l'ultima fase di produzione per i componenti critici.
Combinare Calore e Pressione
Applicando sia pressione estrema che alte temperature (spesso superiori a 1.000°C), l'HIP chiude i vuoti interni all'interno di un materiale. Il calore riduce la resistenza allo snervamento del materiale, consentendo all'alta pressione di causare deformazione plastica e scorrimento viscoso, comprimendo efficacemente i pori microscopici.
L'Obiettivo: Eliminare la Porosità
L'HIP è insuperabile nella sua capacità di eliminare la porosità da fusioni, parti metalliche stampate in 3D e componenti sinterizzati. Questo processo risana i difetti interni, dando vita a un materiale completamente denso con una vita a fatica, duttilità e tenacità alla frattura drasticamente migliorate.
Oltre la Densità: Saldatura per Diffusione
Le alte temperature e pressioni nell'HIP facilitano anche la saldatura per diffusione allo stato solido. Ciò consente di unire due o più materiali diversi a livello atomico senza fonderli, creando un legame forte quanto i materiali di base stessi.
Comprendere i Compromessi
Scegliere tra CIP e HIP richiede la comprensione dei loro ruoli distinti, costi e capacità nel ciclo di vita della produzione.
Costo e Complessità
L'HIP è un processo significativamente più costoso e complesso della CIP. I recipienti a pressione specializzati in grado di contenere gas ad alta temperatura rappresentano un investimento di capitale importante. I sistemi CIP, operando a temperatura ambiente con liquidi, sono relativamente più semplici e meno costosi.
Fase del Processo
Questa è la distinzione più critica. La CIP è un processo di formatura intermedia utilizzato per creare una forma. L'HIP è un processo di densificazione finale o quasi finale utilizzato per perfezionare una parte che è già stata formata (ad esempio, tramite fusione, stampa 3D, o CIP e sinterizzazione).
Stato del Materiale e Applicazione
La CIP agisce esclusivamente sulle polveri. Al contrario, l'HIP può essere applicata alle polveri (HIP incapsulata), ma è più comunemente utilizzata per migliorare i componenti solidi che sono già vicini alla loro forma finale ma contengono difetti interni.
Scegliere il Processo Giusto per il Tuo Obiettivo
La tua scelta è dettata dal fatto che tu stia formando una parte da zero o perfezionandone una esistente.
- Se il tuo obiettivo principale è creare una forma uniforme pre-sinterizzata a partire da polvere: Utilizza la CIP per formare un compatto "verde" di alta qualità con densità costante.
- Se il tuo obiettivo principale è raggiungere la massima densità ed eliminare i difetti interni in una parte finale: Utilizza l'HIP per sanare la porosità in fusioni, stampe 3D o componenti sinterizzati, migliorando drasticamente le prestazioni meccaniche.
- Se il tuo obiettivo principale è unire materiali dissimili senza fonderli: Utilizza l'HIP per ottenere un potente legame per diffusione allo stato solido per componenti multistrato complessi.
In definitiva, questi processi non sono concorrenti ma piuttosto strumenti complementari utilizzati in fasi diverse per ottenere un prodotto finale superiore.
Tabella Riassuntiva:
| Aspetto | Pressatura Isostatica a Freddo (CIP) | Pressatura Isostatica a Caldo (HIP) |
|---|---|---|
| Temperatura | Temperatura ambiente | Alta temperatura (es. >1.000°C) |
| Mezzo di Pressione | Liquido | Gas inerte (es. argon) |
| Obiettivo Primario | Formare polveri in compatti "verdi" | Eliminare la porosità, ottenere piena densità |
| Fase del Processo | Formatura intermedia | Densificazione finale o saldatura |
| Applicazioni | Forme complesse da polveri | Fusioni, stampe 3D, saldatura per diffusione |
Hai bisogno di soluzioni di pressa da laboratorio esperte? KINTEK è specializzata in macchine per presse da laboratorio, incluse presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, progettate per soddisfare le esigenze uniche del tuo laboratorio. Sia che tu stia modellando polveri con CIP o raggiungendo la piena densità con HIP, le nostre attrezzature garantiscono precisione, efficienza e affidabilità. Contattaci oggi stesso per discutere come possiamo migliorare i tuoi processi e fornire risultati superiori—contattaci ora!
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
Domande frequenti
- Qual è la funzione della pressione idraulica nella pressatura isostatica a caldo? Raggiungere una densità uniforme del materiale
- Qual è il significato del controllo della temperatura nella Pressatura Isostatica a Caldo? Sbloccare la densificazione uniforme e la stabilità del processo
- Qual è il processo coinvolto nella pressatura isostatica a caldo? Padroneggiare la densità uniforme con la tecnologia WIP
- Qual è il ruolo del materiale flessibile nella pressatura isostatica a caldo? Chiave per densità uniforme e precisione
- Come fanno i materiali a volume sacrificale (SVM) a mantenere i microcanali nella pressatura isostatica? Garantire l'integrità strutturale



















