
Il Difetto Invisibile
Immagina un componente perfettamente formato—un impianto medico, una pala di turbina in ceramica—che emerge da una pressa. Sembra impeccabile. Ma quando entra nel forno per la sinterizzazione finale, appare una crepa microscopica, che poi si scompone in un guasto catastrofico.
La causa non è stata un difetto nel materiale o un errore nel trattamento termico. Il guasto è stato sigillato fin dal primo passaggio: la compattazione.
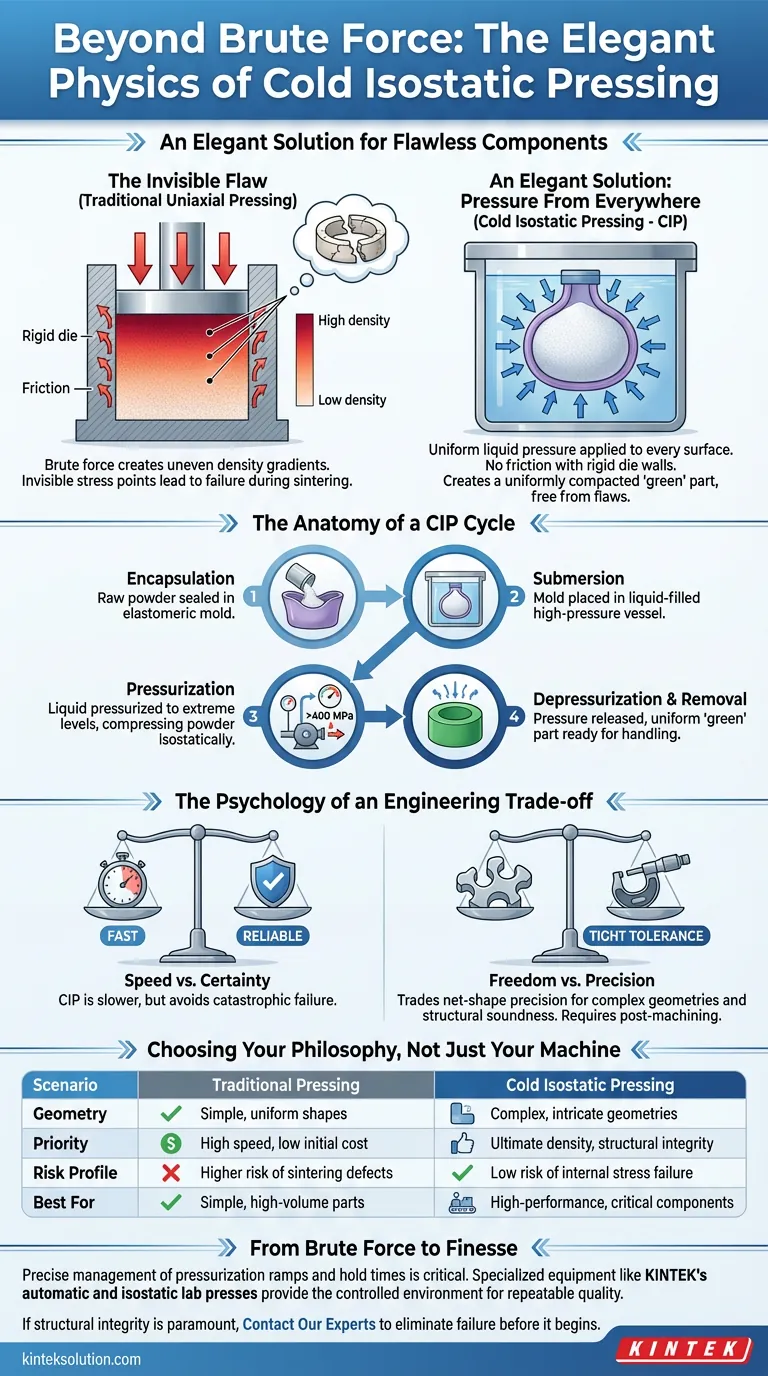
La sfida principale nella metallurgia delle polveri e nelle ceramiche tecniche non è solo applicare forza. Si tratta di come quella forza viene erogata. La pressatura uniassiale tradizionale, che comprime la polvere da una o due direzioni in uno stampo rigido, è un ingannevole atto di forza bruta. Crea gradienti di densità nascosti, zone di alta e bassa compattazione, come strati geologici. Questi sono punti di stress invisibili in attesa di far cedere il pezzo.
La Pressione Non È Solo Pressione
Il problema è l'attrito. Mentre un pistone comprime la polvere, le particelle sfregano contro le pareti dello stampo, impedendo alla pressione di distribuirsi uniformemente. La polvere più vicina al pistone diventa densa, mentre la polvere più lontana rimane meno compressa.
Questo è il difetto invisibile. È una bugia strutturale che non viene rivelata fino all'immensa sollecitazione della sinterizzazione.
La Pressatura Isostatica a Freddo (CIP) opera secondo un principio più elegante, preso in prestito dalle profondità oceaniche. Comprende che la pressione vera è uniforme, inesorabile e viene erogata da ogni direzione contemporaneamente.
Una Soluzione Elegante: Pressione da Ovunque
La CIP funziona sovvertendo completamente il problema dell'attrito.
Invece di uno stampo rigido, la polvere viene sigillata in uno stampo flessibile e aderente. Questo pacchetto viene poi immerso in una camera riempita di un mezzo liquido. Quando la camera viene pressurizzata, il liquido trasmette quella pressione perfettamente ed equamente su ogni singola superficie dello stampo.
Al liquido non importa la forma, gli angoli o la complessità. Semplicemente spinge.
Il risultato è un pezzo "verde" uniformemente compattato. È privo dei gradienti di densità interni che affliggono altri metodi. Mantiene una promessa di integrità—una promessa che sopravvivrà al forno.
L'Anatomia di un Ciclo CIP
Il processo è una danza deliberata di fisica e ingegneria:
- Incapsulamento: La polvere grezza viene sigillata con cura all'interno di uno stampo elastomerico (come poliuretano o gomma).
- Immersione: Lo stampo sigillato viene posto in un recipiente ad alta pressione riempito di liquido, tipicamente acqua.
- Pressurizzazione: Una pompa esterna aumenta la pressione del liquido a livelli estremi, spesso superiori a 400 MPa, comprimendo la polvere isostaticamente.
- Depressurizzazione: La pressione viene rilasciata e il pezzo "verde" ora solido viene rimosso, pronto per la manipolazione o la lavorazione.
Questo pezzo verde possiede una notevole resistenza, ma soprattutto, possiede uniformità.
La Psicologia di un Compromesso Ingegneristico
La CIP non è una soluzione universale. Rappresenta una scelta consapevole—una decisione di dare priorità all'integrità finale rispetto alla velocità o alla semplicità iniziale. Questo è un crocevia psicologico comune per gli ingegneri.
Velocità vs. Certezza
I cicli CIP sono intrinsecamente più lenti delle presse meccaniche ad alta velocità. Sigillare lo stampo, pressurizzare il recipiente e depressurizzare richiede tempo.
Tuttavia, qual è il vero costo della velocità? Un singolo componente di alto valore guasto può annullare il risparmio di tempo di cento pezzi riusciti. La CIP è una scommessa sulla certezza. Minimizza il rischio di guasti catastrofici nella fase finale e più costosa della produzione.
Libertà vs. Precisione
Gli stampi flessibili che conferiscono alla CIP il potere di creare forme complesse—pezzi con sottosquadri, canali interni e geometrie intricate—non offrono le tolleranze dimensionali strette di uno stampo in acciaio temprato.
La finitura superficiale è meno perfetta. Questo non è un difetto; è un compromesso compreso. I pezzi realizzati tramite CIP spesso prevedono una lavorazione come fase di post-elaborazione richiesta prima della sinterizzazione. Si scambia la precisione dimensionale iniziale con la libertà geometrica e la solidità interna.
Scegliere la Tua Filosofia, Non Solo la Tua Macchina
La decisione di utilizzare la CIP è guidata dalle esigenze del pezzo finale. È l'unica scelta logica quando il guasto strutturale non è un'opzione.
| Scenario | Pressatura Tradizionale | Pressatura Isostatica a Freddo |
|---|---|---|
| Geometria | Forme semplici e uniformi | Geometrie complesse e intricate |
| Priorità | Alta velocità, basso costo iniziale | Massima densità, integrità strutturale |
| Profilo di Rischio | Rischio più elevato di difetti di sinterizzazione | Basso rischio di guasti da stress interno |
| Ideale per | Pezzi semplici e ad alto volume | Componenti critici e ad alte prestazioni |
Dalla Forza Bruta alla Raffinatezza
Implementare questa filosofia richiede più di un semplice recipiente a pressione; richiede controllo. La capacità di gestire con precisione le rampe di pressurizzazione e i tempi di mantenimento è ciò che trasforma un processo teorico in una realtà industriale ripetibile.
Questo livello di controllo del processo è dove il macchinario stesso diventa critico. Per laboratori e team di ricerca e sviluppo che sperimentano nuovi materiali o componenti complessi, una semplice pressa non è sufficiente. L'obiettivo è la ripetibilità, motivo per cui attrezzature specializzate come le presse da laboratorio automatiche e isostatiche di KINTEK sono essenziali. Forniscono l'ambiente controllato e affidabile necessario per perfezionare i materiali e i componenti del futuro.
In definitiva, la Pressatura Isostatica a Freddo è più di una tecnica di produzione. È una filosofia di costruzione della qualità dall'interno verso l'esterno, che conquista i difetti invisibili che condannano i pezzi inferiori alla discarica. Per trasformare quella filosofia in realtà, hai bisogno degli strumenti giusti.
Se stai sviluppando componenti in cui l'integrità strutturale è fondamentale, Contatta i Nostri Esperti per scoprire come la giusta tecnologia di pressatura può eliminare i guasti prima che inizino.
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Articoli correlati
- L'architettura dell'uniformità: perché la pressione omnidirezionale definisce il destino della ceramica
- Come la pressatura isostatica offre prestazioni superiori nei settori critici
- L'imperativo isotropico: perché la pressione uniforme definisce la vita di un superconduttore
- La geometria del contatto: perché la barriera dei 400 MPa definisce il futuro delle batterie allo stato solido
- La geometria del silenzio: perché la flessibilità è la massima precisione nella pressatura del Ti-6Al-4V
















