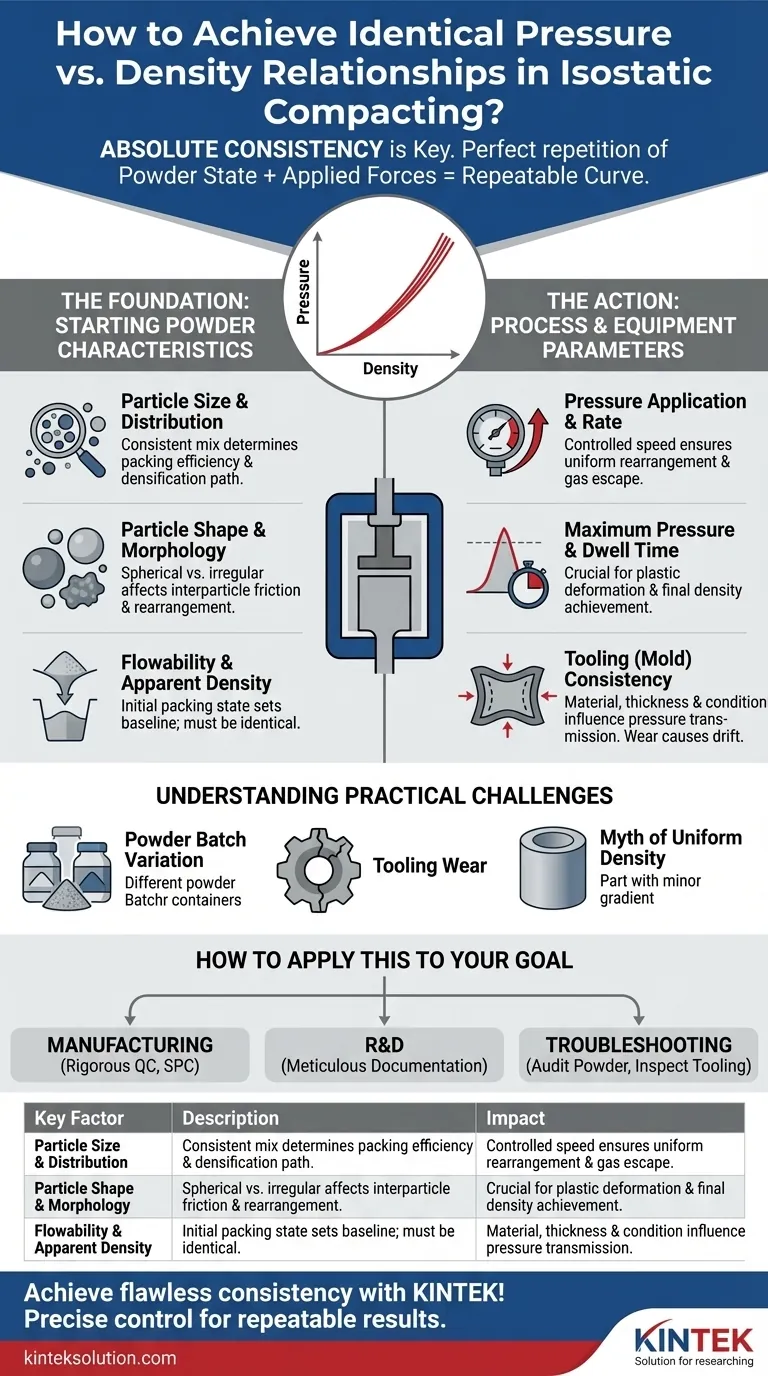
Per ottenere una relazione pressione-densità identica nella compattazione isostatica, è necessario garantire un'assoluta coerenza sia nelle caratteristiche della polvere di partenza sia nei parametri di processo per ogni ciclo. È la perfetta ripetizione dello stato iniziale del materiale e delle forze applicate che produce una curva di compattazione ripetibile.
La sfida principale non è scoprire una singola condizione, ma implementare un rigoroso controllo del processo. La relazione pressione-densità è l'impronta digitale di un materiale; per ottenere la stessa impronta, è necessario iniziare con lo stesso dito (la polvere) e premerlo esattamente allo stesso modo (il processo).

La Fondazione: Caratteristiche della Polvere di Partenza
La densità finale di una parte compattata è fondamentalmente dettata dalle proprietà della polvere con cui si inizia. Qualsiasi variazione qui causerà direttamente una deviazione nella curva pressione-densità.
Dimensione e Distribuzione delle Particelle
La dimensione delle particelle di polvere e la miscela di diverse dimensioni determinano l'efficienza con cui possono essere impaccate. Una distribuzione granulometrica consistente e ben definita è fondamentale per riempire i vuoti tra le particelle più grandi, che è un meccanismo primario di densificazione.
Forma e Morfologia delle Particelle
Le particelle sferiche tendono a fluire e ad impaccarsi in modo più prevedibile rispetto alle particelle irregolari, angolari o a scaglie. L'attrito tra le particelle—noto come attrito interparticellare—è inferiore per le sfere, consentendo loro di riorganizzarsi più facilmente sotto pressione.
Fluidità e Densità Apparente
La densità iniziale della polvere nello stampo prima dell'applicazione di qualsiasi pressione è nota come densità apparente. Questo stato di impaccamento iniziale è la vostra linea di base. Per ottenere una curva ripetibile, la densità apparente deve essere identica per ogni ciclo, il che richiede una polvere con caratteristiche di flusso consistenti.
L'Azione: Parametri di Processo e Attrezzature
Una volta che la polvere è nello stampo, il modo in cui si applica la pressione governa il percorso verso la densità finale. L'incoerenza nel processo è la seconda principale fonte di variazione.
Applicazione e Tasso di Pressione
La velocità con cui si aumenta la pressione è una variabile critica. Un tasso di pressurizzazione controllato e ripetibile assicura che qualsiasi gas intrappolato possa fuoriuscire e che le particelle abbiano il tempo di riorganizzarsi uniformemente. Un'applicazione improvvisa di pressione può portare a gradienti di densità.
Pressione Massima e Tempo di Mantenimento
Sebbene sembri ovvio, raggiungere esattamente la stessa pressione di picco è non negoziabile. Inoltre, il tempo di mantenimento—la durata per cui il componente viene mantenuto alla pressione massima—è anch'esso cruciale. Questo periodo consente la deformazione plastica dipendente dal tempo e il riarrangiamento delle particelle, aumentando ulteriormente la densità.
Consistenza dell'Attrezzatura (Stampo)
Lo stampo flessibile utilizzato nella pressatura isostatica è una parte fondamentale del sistema. Il suo materiale, lo spessore e l'età influenzano il modo in cui la pressione viene trasmessa alla polvere. Uno stampo usurato, irrigidito o modificato non produrrà gli stessi risultati di uno nuovo.
Comprendere le Sfide Pratiche
In un ambiente di produzione o di ricerca reale, ottenere una relazione teoricamente "identica" è un ideale. L'obiettivo pratico è mantenere la relazione all'interno di una finestra di processo stretta e statisticamente controllata.
Variazione Lottoperlotto della Polvere
Questa è una delle fonti più comuni di deriva del processo. La polvere proveniente da un lotto di produzione diverso, o anche da un fornitore diverso, può presentare sottili variazioni di dimensione, forma o purezza delle particelle che alterano significativamente il comportamento di compattazione.
Il Mito della Densità Uniforme
Sebbene la pressatura isostatica produca una densità unicamente uniforme rispetto ad altri metodi, possono ancora esistere gradienti minori. L'obiettivo è rendere questi gradienti ripetibili. Fattori come la tecnica di caricamento della polvere e il design dello stampo possono influenzare questo aspetto.
Usura e Degradazione dell'Attrezzatura
Gli stampi in elastomero sono articoli di consumo. Si affaticano, si allungano e si irrigidiscono ad ogni ciclo. Questa degradazione è graduale ma inevitabile e farà sì che la relazione pressione-densità si sposti nel corso della vita dell'utensile.
Come Applicare Questo al Vostro Obiettivo
La vostra strategia per raggiungere la coerenza dipende dal vostro obiettivo. Usate questi principi per concentrare i vostri sforzi dove avranno il maggiore impatto.
- Se il vostro obiettivo principale è la produzione ad alto volume: Implementate un rigoroso controllo di qualità in entrata per tutti i lotti di polvere e utilizzate il controllo statistico di processo (SPC) per monitorare il processo, segnalando qualsiasi deviazione in tempo reale.
- Se il vostro obiettivo principale è la ricerca e sviluppo: Documentate meticolosamente tutte le caratteristiche della polvere (dimensione, forma, morfologia, purezza) e i parametri di processo (tasso di pressione, tempo di mantenimento) per ogni esperimento per garantire che i vostri risultati siano validi e ripetibili.
- Se il vostro obiettivo principale è la risoluzione dei problemi di incoerenza del processo: Iniziate auditando la vostra fornitura di polvere per la variazione lottoperlotto e ispezionando la vostra attrezzatura per usura e logorio, poiché questi sono i colpevoli più frequenti.
Controllando sistematicamente queste variabili di polvere e di processo, potete garantire una relazione pressione-densità stabile e prevedibile per i vostri componenti.
Tabella Riepilogativa:
| Fattore Chiave | Descrizione | Impatto sulla Relazione Pressione-Densità |
|---|---|---|
| Dimensione e Distribuzione delle Particelle | Miscela consistente di dimensioni delle particelle | Determina l'efficienza di impaccamento e il percorso di densificazione |
| Forma e Morfologia delle Particelle | Forme sferiche vs. irregolari | Influenza l'attrito interparticellare e il riarrangiamento sotto pressione |
| Fluidità e Densità Apparente | Stato iniziale di impaccamento della polvere | Definisce la linea di base per la densità; deve essere identico per la ripetibilità |
| Applicazione e Tasso di Pressione | Velocità di aumento della pressione | Assicura un riarrangiamento uniforme delle particelle e la fuoriuscita del gas |
| Pressione Massima e Tempo di Mantenimento | Pressione di picco e durata del mantenimento | Cruciali per la deformazione plastica e il raggiungimento della densità finale |
| Consistenza dell'Attrezzatura (Stampo) | Materiale, spessore e condizione dello stampo | Influenza la trasmissione della pressione; l'usura causa una deriva nei risultati |
Raggiungete una coerenza impeccabile nei vostri processi di compattazione isostatica con KINTEK! Le nostre macchine da laboratorio specializzate, inclusi presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, sono progettate per offrire un controllo preciso sulle relazioni pressione-densità. Sia che siate nella produzione ad alto volume, nella ricerca e sviluppo o nella risoluzione dei problemi, l'attrezzatura KINTEK assicura risultati ripetibili mantenendo rigorosi parametri di polvere e di processo. Non lasciate che le variazioni vi frenino—contattateci oggi per scoprire come le nostre soluzioni possono migliorare l'efficienza del vostro laboratorio e la qualità del prodotto!
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
Domande frequenti
- In cosa differisce la Pressatura Isostatica a Caldo (Warm Isostatic Pressing) dai metodi di pressatura tradizionali? Ottenere una Densità Uniforme per Componenti Complessi
- Come fanno i materiali a volume sacrificale (SVM) a mantenere i microcanali nella pressatura isostatica? Garantire l'integrità strutturale
- Perché i catodi compositi devono essere sigillati in sacchetti di laminazione sottovuoto per il WIP? Garantire stabilità e densità della batteria
- Qual è la funzione degli stampi elastici nella pressatura isostatica a caldo? Raggiungere una densità uniforme nelle particelle composite
- Qual è il meccanismo di una pressa isostatica a caldo (WIP) sul formaggio? Padroneggia la pastorizzazione a freddo per una sicurezza superiore



















