In sintesi, la pressatura isostatica a freddo (CIP) offre vantaggi significativi rispetto alla pressatura a stampo uniassiale, principalmente grazie alla sua capacità di applicare la pressione in modo uniforme da tutte le direzioni. Ciò si traduce in componenti con una densità più costante, proprietà dei materiali superiori e la capacità di formare forme altamente complesse impossibili da ottenere con la compressione monoassiale.
La differenza fondamentale è semplice: la pressatura uniassiale comprime una polvere dall'alto e dal basso, mentre la CIP circonda la polvere e la comprime equamente da tutti i lati. Questa distinzione fondamentale è la fonte di quasi ogni vantaggio che la CIP possiede per la produzione di materiali avanzati.

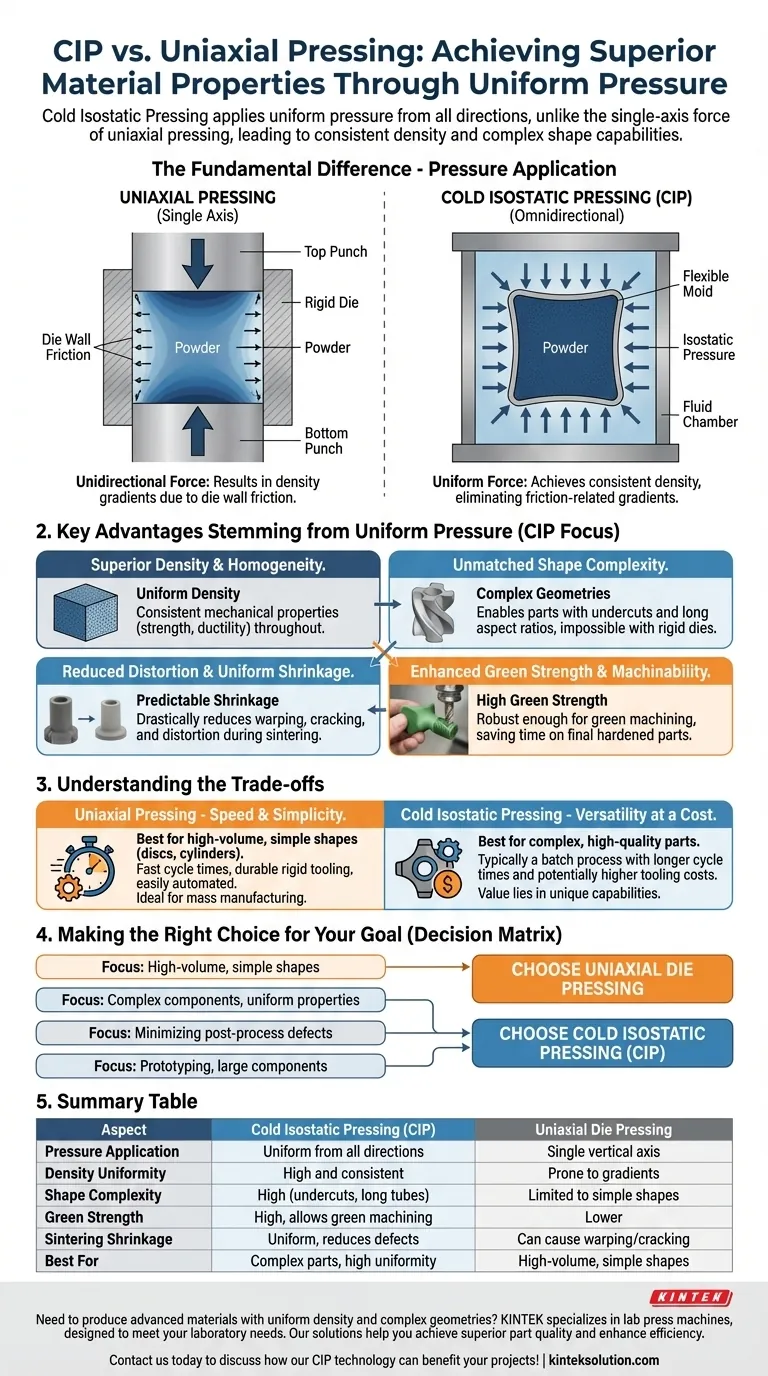
La Differenza Fondamentale: Applicazione della Pressione
Per comprendere i benefici, è necessario prima comprendere la distinzione meccanica tra i due processi. Si tratta fondamentalmente di metodi diversi di compattazione di una polvere.
Come Funziona la Pressatura Uniassiale
La pressatura uniassiale utilizza uno stampo metallico rigido e punzoni per compattare la polvere lungo un singolo asse verticale.
Immagina di riempire un cilindro con polvere e poi di premerlo dall'alto con un pistone. La forza viene applicata solo dall'alto e dal basso.
Questo metodo soffre di attrito con la parete dello stampo, dove l'attrito tra la polvere e i lati dello stampo resiste alla compattazione. Ciò porta a variazioni di densità, con il materiale meno denso man mano che ci si allontana dai punzoni.
Come Funziona la Pressatura Isostatica a Freddo
La pressatura isostatica a freddo posiziona la polvere in uno stampo flessibile ed elastomerico, che viene poi immerso in un fluido all'interno di una camera ad alta pressione.
La camera viene pressurizzata, inducendo il fluido a esercitare una pressione uguale da tutte le direzioni sullo stampo flessibile. Questo è noto come pressione isostatica.
Poiché la pressione è perfettamente uniforme e non vi è una parete dello stampo rigida contro cui la polvere può sfregare, questo metodo elimina virtualmente i gradienti di densità causati dall'attrito.
Vantaggi Chiave Derivanti dalla Pressione Uniforme
La pressione uniforme della CIP si traduce direttamente in una serie di benefici tangibili per il componente finale, specialmente per applicazioni esigenti.
Densità e Omogeneità Superiori
Applicando la pressione da tutti i lati, la CIP crea una parte compatta, o corpo verde, con una densità eccezionalmente uniforme.
Questa omogeneità significa che le proprietà meccaniche—come resistenza e duttilità—sono coerenti in tutto il componente, senza i punti deboli comuni nelle parti pressate uniassialmente.
Complessità di Forma Ineguagliabile
Poiché la CIP utilizza uno stampo flessibile, può produrre parti con geometrie complesse, sottosquadri e lunghi rapporti di aspetto (ad esempio, tubi lunghi e sottili) che sono impossibili da realizzare con stampi rigidi uniassiali.
Ciò apre possibilità di progettazione per componenti che altrimenti richiederebbero una significativa lavorazione post-processo o dovrebbero essere fabbricati da più pezzi uniti.
Distorsione Ridotta e Ritiro Uniforme
La densità uniforme ottenuta tramite CIP assicura che la parte si ritiri in modo prevedibile e uniforme durante la fase finale di sinterizzazione (cottura).
Ciò riduce drasticamente il rischio di deformazioni, fessurazioni o distorsioni che possono verificarsi quando una parte con gradienti di densità viene riscaldata. Il risultato è una maggiore precisione dimensionale e tassi di scarto inferiori.
Maggiore Resistenza a Verde e Lavorabilità
Le parti formate tramite CIP hanno una maggiore resistenza a verde, il che significa che il compatto non sinterizzato è abbastanza robusto da poter essere maneggiato, spostato e persino lavorato prima della sinterizzazione.
Questa capacità di eseguire la "lavorazione a verde" consente la creazione di dettagli fini come filettature o fori su un materiale più morbido e facile da lavorare, risparmiando tempo e usura degli utensili rispetto alla lavorazione della parte finale indurita.
Comprendere i Compromessi
Sebbene la CIP offra chiari vantaggi nella qualità e nella complessità delle parti, non è sempre la scelta migliore. Il processo giusto dipende dai tuoi specifici obiettivi di produzione.
Pressatura Uniassiale: Velocità e Semplicità
Per la produzione ad alto volume di forme semplici come dischi, pastiglie o cilindri di base, la pressatura uniassiale è spesso più veloce ed economicamente vantaggiosa.
Il processo è facilmente automatizzabile, i tempi ciclo sono molto brevi e gli utensili rigidi sono estremamente durevoli, rendendolo ideale per la produzione di massa in cui l'uniformità assoluta non è la preoccupazione principale.
Pressatura Isostatica a Freddo: Versatilità a un Costo
La CIP è tipicamente un processo a lotti con tempi ciclo più lunghi rispetto alla pressatura uniassiale automatizzata. Anche gli stampi flessibili possono avere una durata inferiore rispetto agli stampi in acciaio temprato, aumentando potenzialmente i costi degli utensili.
Il valore della CIP risiede nella sua capacità di produrre parti che non possono essere realizzate in altro modo o di ottenere un'uniformità delle proprietà che giustifichi il tempo di elaborazione e il costo per pezzo potenzialmente più elevati.
Fare la Scelta Giusta per il Tuo Obiettivo
La selezione del metodo di pressatura corretto richiede di bilanciare la necessità di complessità geometrica e perfezione del materiale rispetto al volume di produzione e al costo.
- Se la tua priorità principale è la produzione ad alto volume di forme semplici: la pressatura a stampo uniassiale è quasi sempre la scelta più economica e veloce.
- Se la tua priorità principale è creare componenti complessi con proprietà uniformi: la CIP è la tecnologia superiore, che offre un'omogeneità e una libertà di progettazione che la pressatura uniassiale non può eguagliare.
- Se la tua priorità principale è minimizzare i difetti post-lavorazione come fessurazioni o deformazioni: la CIP offre un vantaggio significativo grazie alla sua densità uniforme e al ritiro prevedibile durante la sinterizzazione.
- Se la tua priorità principale è la prototipazione o la produzione di componenti di grandi dimensioni: la strumentazione flessibile e la scalabilità della CIP la rendono una scelta eccellente sia per la R&S che per la produzione di parti su larga scala.
In definitiva, scegliere la CIP è una decisione strategica per dare priorità all'integrità del materiale e alla capacità geometrica rispetto alla velocità di produzione grezza dei metodi più semplici.
Tabella Riassuntiva:
| Aspetto | Pressatura Isostatica a Freddo (CIP) | Pressatura a Stampo Uniassiale |
|---|---|---|
| Applicazione della Pressione | Uniforme da tutte le direzioni | Asse verticale singolo |
| Uniformità della Densità | Elevata e costante | Soggetta a gradienti |
| Complessità della Forma | Elevata (sottosquadri, tubi lunghi) | Limitata a forme semplici |
| Resistenza a Verde | Elevata, consente la lavorazione a verde | Inferiore |
| Ritiro in Sinterizzazione | Uniforme, riduce i difetti | Può causare deformazioni/fessurazioni |
| Ideale per | Parti complesse, uniformità elevata | Alto volume, forme semplici |
Hai bisogno di produrre materiali avanzati con densità uniforme e geometrie complesse? KINTEK è specializzata in macchine da laboratorio, comprese presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, progettate per soddisfare le tue esigenze di laboratorio. Le nostre soluzioni ti aiutano a ottenere una qualità superiore delle parti, a ridurre i difetti e ad aumentare l'efficienza. Contattaci oggi stesso per discutere di come la nostra tecnologia CIP può avvantaggiare i tuoi progetti!
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Quale ruolo svolgono le presse isostatiche a freddo da laboratorio elettriche in contesti industriali? Un ponte tra ricerca e sviluppo e produzione con precisione
- Quali sono alcune applicazioni di ricerca dei CIP da laboratorio elettrici? Sbloccare la densificazione uniforme della polvere per materiali avanzati
- Quali sono le applicazioni delle presse isostatiche a freddo da laboratorio elettriche in contesti di ricerca? Sviluppo e ricerca di materiali avanzati con CIP ad alta pressione
- Qual è il principio operativo fondamentale di una Pressa Isostatica a Freddo (CIP) da Laboratorio Elettrica? Ottenere una uniformità superiore nella compattazione delle polveri
- Quali sono le caratteristiche delle soluzioni standard di laboratorio CIP elettriche pronte all'uso? Ottenere un'elaborazione immediata ed economicamente vantaggiosa









