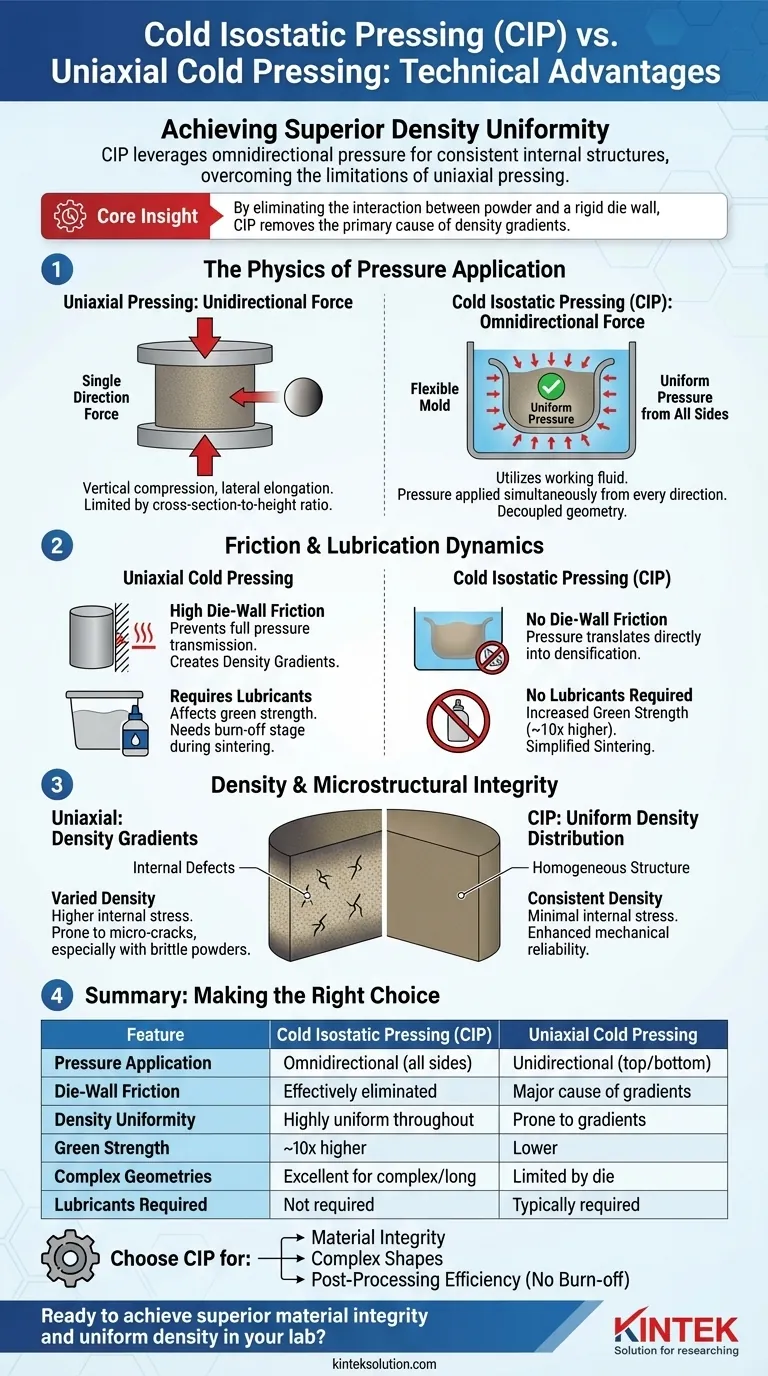
Il principale vantaggio tecnico della pressatura isostatica a freddo (CIP) è il raggiungimento di una densità superiore e uniforme attraverso una pressione omnidirezionale. A differenza della pressatura uniassiale, che applica la forza da una singola direzione, la CIP utilizza un mezzo fluido per pressurizzare il componente da tutti i lati. Ciò elimina l'attrito della parete dello stampo, con conseguente struttura interna coerente, resistenza a verde significativamente più elevata e capacità di densificare geometrie complesse senza gradienti.
Concetto chiave: La limitazione della pressatura uniassiale non è solo la forza meccanica, ma l'attrito. Eliminando l'interazione tra la polvere e una parete rigida dello stampo, la CIP rimuove la causa principale dei gradienti di densità. Ciò consente una maggiore integrità del materiale e rimuove la necessità di lubrificanti chimici, semplificando il successivo processo di sinterizzazione.

La fisica dell'applicazione della pressione
Forza omnidirezionale vs. unidirezionale
La pressatura uniassiale si basa su matrici rigide superiori e inferiori per comprimere la polvere in una singola direzione verticale. Ciò porta spesso a compressione verticale ed allungamento laterale, causando potenzialmente deformazioni in materiali delicati come le pellicole polimeriche.
Al contrario, la CIP utilizza un fluido di lavoro (tipicamente acqua con un inibitore di corrosione) all'interno di una camera pressurizzata. Questo fluido applica pressione uniformemente al campione da ogni direzione contemporaneamente.
Disaccoppiare la geometria dalla densità
Poiché la pressione viene applicata uniformemente su tutta la superficie, il rapporto tra sezione trasversale e altezza non è un fattore limitante nella CIP. La pressatura uniassiale è limitata dalla profondità in cui lo stampo può scendere prima che si verifichi una perdita di pressione. La CIP consente la compattazione di forme complesse e pezzi lunghi che sarebbero impossibili da fabbricare con stampi rigidi.
Dinamiche di attrito e lubrificazione
Eliminazione dell'attrito della parete dello stampo
Nella pressatura uniassiale, l'attrito tra la polvere e la parete rigida dello stampo è una variabile importante. Impedisce alla pressione di trasmettersi completamente al centro del pezzo, creando un "gradiente di densità" in cui le estremità sono dense ma il centro è poroso.
La CIP utilizza uno stampo flessibile immerso nel fluido. Di conseguenza, l'attrito della parete dello stampo è effettivamente assente. Questa assenza consente alla pressione applicata di tradursi direttamente in densificazione anziché superare la resistenza meccanica sulla superficie.
Rimozione della necessità di lubrificanti
La pressatura uniassiale richiede lubrificanti per mitigare l'attrito. La CIP non richiede questi additivi. Ciò offre due distinti vantaggi tecnici:
- Maggiore resistenza a verde: I pezzi compattati tramite CIP presentano una resistenza a verde approssimativamente 10 volte superiore rispetto a quelli compattati in stampi metallici con lubrificante.
- Sinterizzazione semplificata: Poiché non vengono aggiunti lubrificanti alla polvere, viene eliminata la fase di "combustione" tipicamente richiesta durante la sinterizzazione, rimuovendo una fonte comune di difetti di processo.
Integrità della densità e microstrutturale
Distribuzione uniforme della densità
La differenza fondamentale nell'applicazione della pressione si traduce in una struttura interna più omogenea. Mentre i pezzi uniassiali spesso soffrono di variazioni di densità, la CIP fornisce una densità uniforme in tutto il componente a una data pressione di compattazione.
Minimizzazione dei difetti interni
I gradienti di densità portano spesso a stress interni. Garantendo una compattazione uniforme, la CIP produce componenti con stress interni inferiori. Ciò è particolarmente vantaggioso per polveri fragili o fini, poiché minimizza la formazione di micro-crepe e migliora l'affidabilità meccanica del pezzo finito.
Comprendere i compromessi
Complessità del processo e attrezzature
Sebbene la CIP offra proprietà dei materiali superiori, i riferimenti evidenziano che la pressatura uniassiale è un metodo "comune e diretto". La CIP introduce complessità operativa, richiedendo il vuoto dei campioni, la gestione dei fluidi di lavoro e l'uso di pompe e camere ad alta pressione.
Efficienza vs. Qualità
La pressatura uniassiale è spesso più veloce per forme semplici come i dischi. La CIP è un processo più complesso riservato a quando l'uniformità del materiale, la geometria complessa o un'elevata resistenza a verde sono requisiti non negoziabili.
Fare la scelta giusta per il tuo obiettivo
Per selezionare il metodo corretto, valuta i tuoi vincoli principali:
- Se il tuo obiettivo principale è la geometria semplice e la velocità: La pressatura uniassiale fornisce una soluzione diretta per forme di base come dischi elettrodi dove gradienti di densità minori possono essere accettabili.
- Se il tuo obiettivo principale è l'integrità del materiale e le forme complesse: La pressatura isostatica a freddo è necessaria per ottenere una densità uniforme, eliminare le micro-crepe e lavorare pezzi con elevati rapporti d'aspetto.
- Se il tuo obiettivo principale è l'efficienza post-elaborazione: Scegli la CIP per eliminare la fase di combustione del lubrificante e ottenere una resistenza a verde significativamente maggiore per una più facile manipolazione prima della sinterizzazione.
In definitiva, la CIP è la scelta superiore quando l'affidabilità meccanica e l'uniformità interna del componente superano la necessità di un'attrezzatura semplice e a bassa manutenzione.
Tabella riassuntiva:
| Caratteristica | Pressatura Isostatica a Freddo (CIP) | Pressatura a Freddo Uniassiale |
|---|---|---|
| Applicazione della Pressione | Omnidirezionale (da tutti i lati) | Unidirezionale (superiore e inferiore) |
| Attrito della Parete dello Stampo | Efficacemente eliminato | Causa principale dei gradienti di densità |
| Uniformità della Densità | Altamente uniforme in tutto il pezzo | Suscettibile a gradienti (estremità dense, centro poroso) |
| Resistenza a Verde | ~10 volte superiore | Inferiore |
| Geometrie Complesse | Eccellente per pezzi complessi/lunghi | Limitato dai vincoli dello stampo |
| Lubrificanti Richiesti | Non richiesti | Tipicamente richiesti |
Pronto a ottenere un'integrità del materiale e una densità uniforme superiori nel tuo laboratorio?
Se la tua ricerca o produzione richiede elevata resistenza a verde, geometrie complesse e uniformità del materiale impeccabile, le pressatrici avanzate Cold Isostatic Presses di KINTEK sono la soluzione. Le nostre pressatrici da laboratorio sono progettate per eliminare i limiti della pressatura uniassiale, fornendo la pressione omnidirezionale necessaria per componenti affidabili e ad alte prestazioni.
KINTEK è specializzata in macchine per pressatura da laboratorio (incluse pressatrici automatiche da laboratorio, pressatrici isostatiche e pressatrici da laboratorio riscaldate), servendo le esigenze precise dei laboratori di tutto il mondo.
Contattaci oggi stesso per discutere come la nostra tecnologia CIP può semplificare il tuo processo e migliorare i tuoi risultati.
Mettiti in contatto con i nostri esperti
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
Domande frequenti
- Quali tipi di materiali possono essere compattati utilizzando presse isostatiche a freddo da laboratorio elettriche? Ottieni una densità uniforme per metalli, ceramiche e altro ancora
- In che modo la pressatura isostatica a freddo (CIP) elettrica contribuisce al risparmio sui costi? Sblocca efficienza e riduci le spese
- Qual è il principio operativo fondamentale di una Pressa Isostatica a Freddo (CIP) da Laboratorio Elettrica? Ottenere una uniformità superiore nella compattazione delle polveri
- Quali sono le caratteristiche delle soluzioni standard di laboratorio CIP elettriche pronte all'uso? Ottenere un'elaborazione immediata ed economicamente vantaggiosa
- Quali opzioni di personalizzazione sono disponibili per le presse isostatiche a freddo elettriche da laboratorio? Personalizza pressione, dimensioni e automazione per il tuo laboratorio















