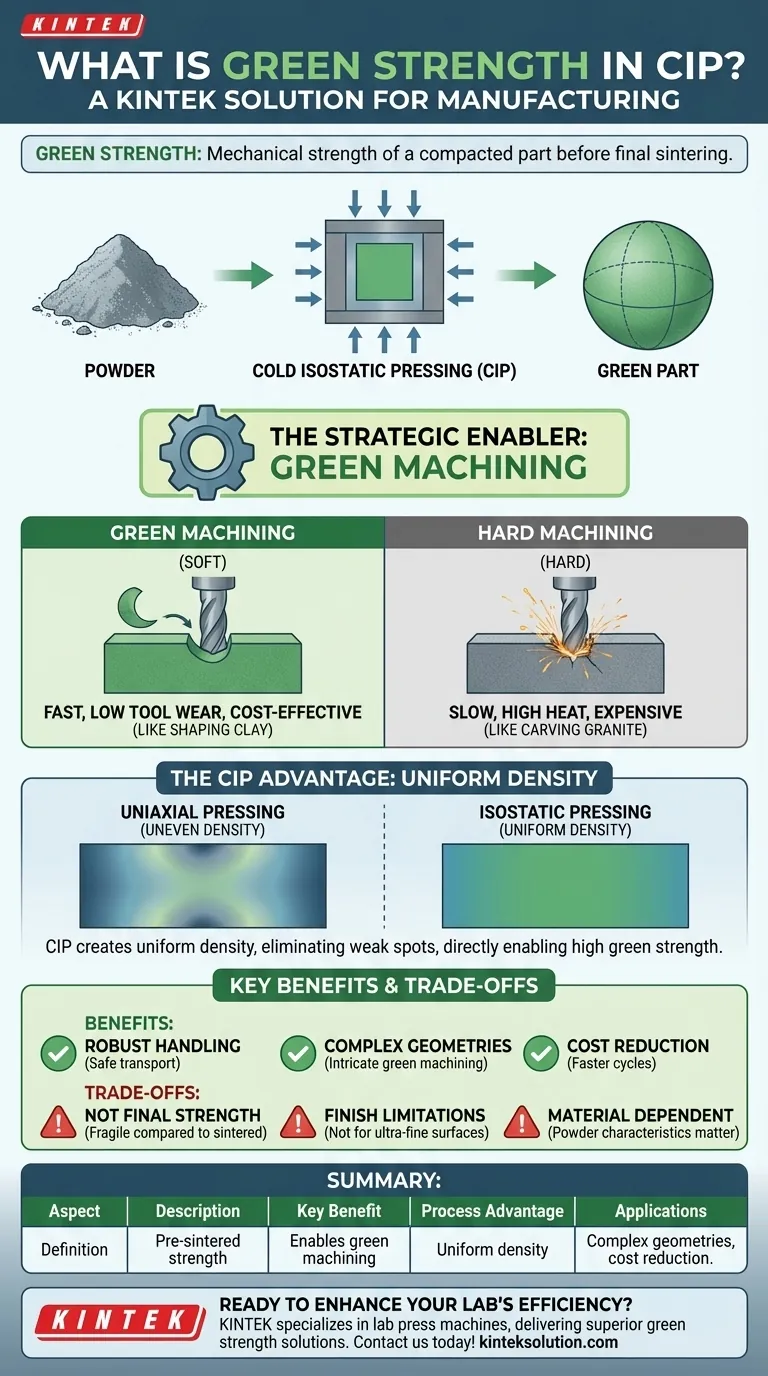
Nel contesto della Pressatura Isostatica a Freddo (CIP), la "green strength" (resistenza a verde) è la resistenza meccanica di una parte compattata prima che subisca la sinterizzazione finale. Questa proprietà determina quanto bene il componente può sopportare la manipolazione, il trasporto e, soprattutto, la lavorazione mentre si trova ancora nel suo stato "a verde" fragile e non indurito. L'elevata "green strength" conferita dalla CIP è un significativo vantaggio produttivo.
Il messaggio centrale è che l'elevata "green strength" non è solo una proprietà tecnica; è un abilitatore strategico. Consente di eseguire lavorazioni complesse su un componente quando è in uno stato più morbido e più facile da lavorare, riducendo drasticamente i tempi di produzione, l'usura degli utensili e il costo complessivo rispetto alla sagomatura di una parte completamente indurita.

Cos'è esattamente una parte "a verde"?
Per comprendere l'importanza della "green strength", devi prima capire lo stato del materiale. Una parte "a verde" è un componente intermedio, un passo cruciale tra la polvere grezza e un prodotto finito.
Dalla polvere a una forma solida
Il processo CIP inizia con una polvere metallica o ceramica posta in uno stampo flessibile. Questa polvere non ha intrinseca integrità strutturale da sola.
Il ruolo della pressione isostatica
Lo stampo viene quindi immerso in un fluido e una pressione immensa e uniforme viene applicata da tutte le direzioni – questa è la parte "isostatica" del processo. Questa pressione costringe le particelle di polvere a un contatto stretto e intimo, compattandole in un oggetto solido.
Lo stato "a verde"
L'oggetto risultante è chiamato parte a verde. Ha la forma del componente finale ma non è ancora stato riscaldato in un forno (sinterizzato) per fondere insieme le particelle. Pensala come una palla di neve molto densamente impaccata; mantiene la sua forma ma non è ancora un blocco di ghiaccio solido. La sua integrità strutturale in questa fase è la sua "green strength".
Perché la "green strength" è un vantaggio produttivo critico
Una parte con elevata "green strength" apre efficienze di processo impossibili con componenti più deboli. È qui che la CIP offre il suo valore più significativo.
Consente una manipolazione robusta
In primo luogo, l'elevata "green strength" consente semplicemente di spostare la parte. Può essere espulsa in sicurezza dalla pressa, trasportata da bracci robotici e caricata in un forno di sinterizzazione senza scheggiature, crepe o rotture.
Sblocca la "lavorazione a verde"
Il beneficio più potente è la capacità di eseguire la lavorazione a verde. Questo è il processo di taglio, foratura o fresatura del componente prima che venga sinterizzato. Poiché la parte è ancora relativamente morbida, la lavorazione è incredibilmente veloce e facile.
Il vantaggio rispetto alla lavorazione di materiali duri
Senza un'elevata "green strength", una parte dovrebbe prima essere completamente sinterizzata per resistere alle forze di lavorazione. La lavorazione di una parte metallica o ceramica completamente indurita è lenta, genera calore estremo, provoca una rapida usura degli utensili ed è significativamente più costosa. La lavorazione a verde è come modellare argilla morbida, mentre la lavorazione di materiali duri è come scolpire il granito.
Il vantaggio CIP: densità uniforme
Il motivo per cui la CIP produce parti con una "green strength" superiore risiede nell'uniformità della pressione che applica.
Il problema con metodi più semplici
Metodi di compattazione più semplici, come la pressatura uniassiale (pressatura da una sola o due direzioni), spesso creano gradienti di densità. La parte potrebbe essere molto densa dove la pressa ha avuto contatto ma meno densa al centro. Questi punti deboli compromettono la "green strength" dell'intera parte.
Come la CIP crea uniformità
Applicando la pressione in modo uniforme da tutti i lati, la CIP crea una densità eccezionalmente uniforme in tutta la parte. Non ci sono punti deboli o gradienti interni.
Densità uniforme equivale a resistenza
Questa densità consistente e elevata è direttamente responsabile dell'elevata "green strength" della parte. Ogni particella è saldamente bloccata contro le sue vicine, conferendo all'intero componente a verde un'integrità robusta e prevedibile che gli consente di essere lavorato con sicurezza.
Comprendere i compromessi
Sebbene altamente vantaggiosa, è cruciale considerare la "green strength" nel suo contesto appropriato.
La "green strength" non è la resistenza finale
Una parte a verde, per quanto robusta, è comunque significativamente più fragile di una completamente sinterizzata. Non ha ancora subito il legame metallurgico che conferisce al componente finale la sua durabilità e le sue caratteristiche di prestazione a livello di servizio.
Limitazioni della lavorazione a verde
Sebbene più veloce ed economica, la lavorazione a verde potrebbe non sempre raggiungere le finiture superficiali ultra-fini o le tolleranze estremamente ridotte possibili con la lavorazione di precisione di materiali duri. La scelta dipende dai requisiti finali del componente.
Dipendenze dal materiale
La "green strength" non è un prodotto del solo processo CIP. Le caratteristiche specifiche della polvere – come la dimensione delle particelle, la forma e l'uso di eventuali leganti – giocano anche un ruolo critico nella "green strength" finale della parte.
Come sfruttare la "green strength" nel tuo processo
Il tuo approccio dovrebbe essere guidato dal tuo obiettivo finale.
- Se il tuo obiettivo principale è la produzione di geometrie complesse: Usa la CIP per la sua elevata "green strength" per consentire complesse lavorazioni a verde che sarebbero proibitivamente costose o impossibili da eseguire su una parte completamente indurita.
- Se il tuo obiettivo principale è la riduzione dei costi e la produttività: Sfrutta la lavorazione a verde su parti prodotte con CIP per ridurre significativamente i tempi di ciclo, prolungare la vita degli utensili da taglio e ridurre il consumo energetico complessivo.
- Se il tuo obiettivo principale è la prestazione finale della parte: Considera la "green strength" come un abilitatore critico di un processo efficiente, ma ricorda di ottimizzare il ciclo di sinterizzazione per raggiungere la densità finale e le proprietà meccaniche che la tua applicazione richiede.
In definitiva, comprendere la "green strength" la trasforma da una semplice proprietà del materiale in uno strumento per progettare un flusso di lavoro di produzione più intelligente ed efficiente.
Tabella riassuntiva:
| Aspetto | Descrizione |
|---|---|
| Definizione | Resistenza meccanica di una parte compattata prima della sinterizzazione in CIP. |
| Vantaggio chiave | Consente la lavorazione a verde, riducendo tempo, usura degli utensili e costi. |
| Vantaggio del processo | La densità uniforme dalla pressione isostatica garantisce un'elevata integrità. |
| Applicazioni | Ideale per geometrie complesse e produzione economicamente vantaggiosa. |
Pronto a migliorare l'efficienza del tuo laboratorio con parti ad alta "green strength"? KINTEK è specializzata in presse da laboratorio, comprese presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, progettate per soddisfare le tue esigenze di laboratorio. Le nostre soluzioni offrono una "green strength" superiore per una lavorazione più facile e una produzione più rapida. Contattaci oggi per discutere come possiamo supportare i tuoi progetti!
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Qual è il principio operativo fondamentale di una Pressa Isostatica a Freddo (CIP) da Laboratorio Elettrica? Ottenere una uniformità superiore nella compattazione delle polveri
- Quali tipi di materiali possono essere compattati utilizzando presse isostatiche a freddo da laboratorio elettriche? Ottieni una densità uniforme per metalli, ceramiche e altro ancora
- In che modo la pressatura isostatica a freddo (CIP) elettrica contribuisce al risparmio sui costi? Sblocca efficienza e riduci le spese
- A quale scopo vengono utilizzate le capacità ad alta pressione delle presse isostatiche a freddo da laboratorio elettriche? Raggiungere densità superiori e parti complesse
- Quali sono alcune applicazioni di ricerca dei CIP da laboratorio elettrici? Sbloccare la densificazione uniforme della polvere per materiali avanzati
















