La pressatura isostatica a freddo (CIP) si distingue dalla pressatura in stampo uniassiale principalmente per la sua capacità di applicare una pressione idrostatica uniforme da tutte le direzioni contemporaneamente. Mentre la pressatura uniassiale è limitata a un singolo asse utilizzando stampi rigidi, la CIP utilizza stampi elastomerici flessibili e un mezzo fluido per produrre componenti con una densità uniforme superiore, geometrie complesse e difetti strutturali significativamente ridotti.
Il concetto chiave: Il vantaggio fondamentale della CIP è il disaccoppiamento dell'applicazione della pressione dalla geometria del pezzo. Eliminando l'attrito e i limiti direzionali della compattazione in stampo rigido, la CIP consente la produzione di pezzi ad alto rapporto d'aspetto con un'integrità strutturale coerente che i metodi uniassiali non possono fisicamente raggiungere.

Ottenere proprietà dei materiali superiori
Distribuzione uniforme della densità
Il vantaggio tecnico più critico della CIP è l'eliminazione dei gradienti di densità. Poiché la pressione viene applicata tramite un mezzo fluido (come olio o acqua) che circonda uno stampo flessibile, la forza viene esercitata uniformemente su ogni superficie del pezzo.
Al contrario, la pressatura uniassiale spesso comporta un impaccamento non uniforme perché la pressione decade allontanandosi dal punzone. La CIP garantisce che il materiale venga compattato uniformemente in tutto, portando a un ritiro coerente durante la sinterizzazione.
Resistenza a verde significativamente più elevata
I pezzi prodotti tramite CIP presentano una stabilità meccanica superiore prima della sinterizzazione, nota come "resistenza a verde".
I riferimenti indicano che i compatti realizzati tramite CIP possono possedere una resistenza a verde fino a 10 volte superiore rispetto ai loro omologhi compattati in stampo. Questa robustezza rende la manipolazione e la lavorazione dei preformati significativamente più sicure e facili prima della sinterizzazione finale.
Riduzione dei difetti interni
L'applicazione della pressione multidirezionale minimizza le sollecitazioni interne che portano al cedimento.
La pressatura uniassiale può causare distorsioni e crepe a causa dell'impaccamento non uniforme delle particelle. La CIP minimizza significativamente questi problemi, con conseguente maggiore precisione dimensionale e meno pezzi scartati a causa di difetti strutturali.
Superare le limitazioni geometriche
Progettazione di forme complesse
La pressatura uniassiale è strettamente limitata a forme semplici con dimensioni fisse a causa della necessità di espellere un pezzo da uno stampo rigido.
La CIP utilizza stampi flessibili realizzati con materiali come uretano o gomma. Questa flessibilità consente la produzione di componenti con geometrie intricate e sottosquadri che sarebbero impossibili da estrarre da uno stampo uniassiale rigido.
Rimozione dei vincoli di rapporto d'aspetto
Nella pressatura uniassiale, l'attrito limita i rapporti lunghezza/diametro (L/D) e sezione trasversale/altezza; pezzi troppo lunghi semplicemente non si compattano al centro.
La CIP rimuove completamente questo limite. Consente la creazione di pezzi con alti rapporti d'aspetto, garantendo una densità uniforme lungo tutta la lunghezza di barre lunghe, tubi o preformati complessi.
Vantaggi operativi e di processo
Eliminazione delle complicazioni dei leganti
La CIP spesso semplifica il processo chimico del materiale.
Applicazioni specifiche della CIP consentono l'eliminazione dei leganti a base di cera. Ciò comporta la rimozione della necessità di un processo di sverniciatura, snellendo il ciclo di produzione e riducendo il rischio di contaminazione o formazione di pori correlati alla combustione del legante.
Versatilità su scala
Il processo è altamente scalabile per quanto riguarda le dimensioni dei componenti.
La CIP è in grado di produrre sia parti di precisione molto piccole che componenti estremamente grandi che superano le capacità di tonnellaggio, corsa o stampo delle presse idrauliche uniassiali standard.
Comprendere i compromessi
La fisica dell'applicazione della pressione
È importante capire che la scelta tra questi metodi è una scelta tra forza isostatica e unidirezionale.
La pressatura uniassiale applica forza lungo un singolo asse, creando attrito contro le pareti dello stampo e risultando in variazioni di densità. La CIP evita questo utilizzando la fluidodinamica per applicare forza perpendicolarmente a ogni superficie, garantendo che il nucleo del pezzo sia denso quanto la superficie.
Fare la scelta giusta per il tuo obiettivo
Per determinare se la pressatura isostatica a freddo è la soluzione corretta per le tue esigenze di produzione, considera i seguenti trigger specifici:
- Se la tua attenzione principale è la complessità geometrica: Scegli la CIP quando il tuo design presenta forme intricate, sottosquadri o caratteristiche non simmetriche che non possono essere estratte da uno stampo rigido.
- Se la tua attenzione principale è la qualità e l'omogeneità del pezzo: Scegli la CIP per ottenere una distribuzione uniforme della densità ed eliminare il rischio di crepe o distorsioni durante la fase di sinterizzazione.
- Se la tua attenzione principale sono le dimensioni del componente: Scegli la CIP se devi produrre pezzi con alti rapporti lunghezza/diametro o dimensioni eccezionalmente grandi che sfidano i limiti degli stampi standard.
In definitiva, la CIP è la scelta definitiva quando l'integrità strutturale interna e la libertà geometrica prevalgono sulla semplicità degli utensili.
Tabella riassuntiva:
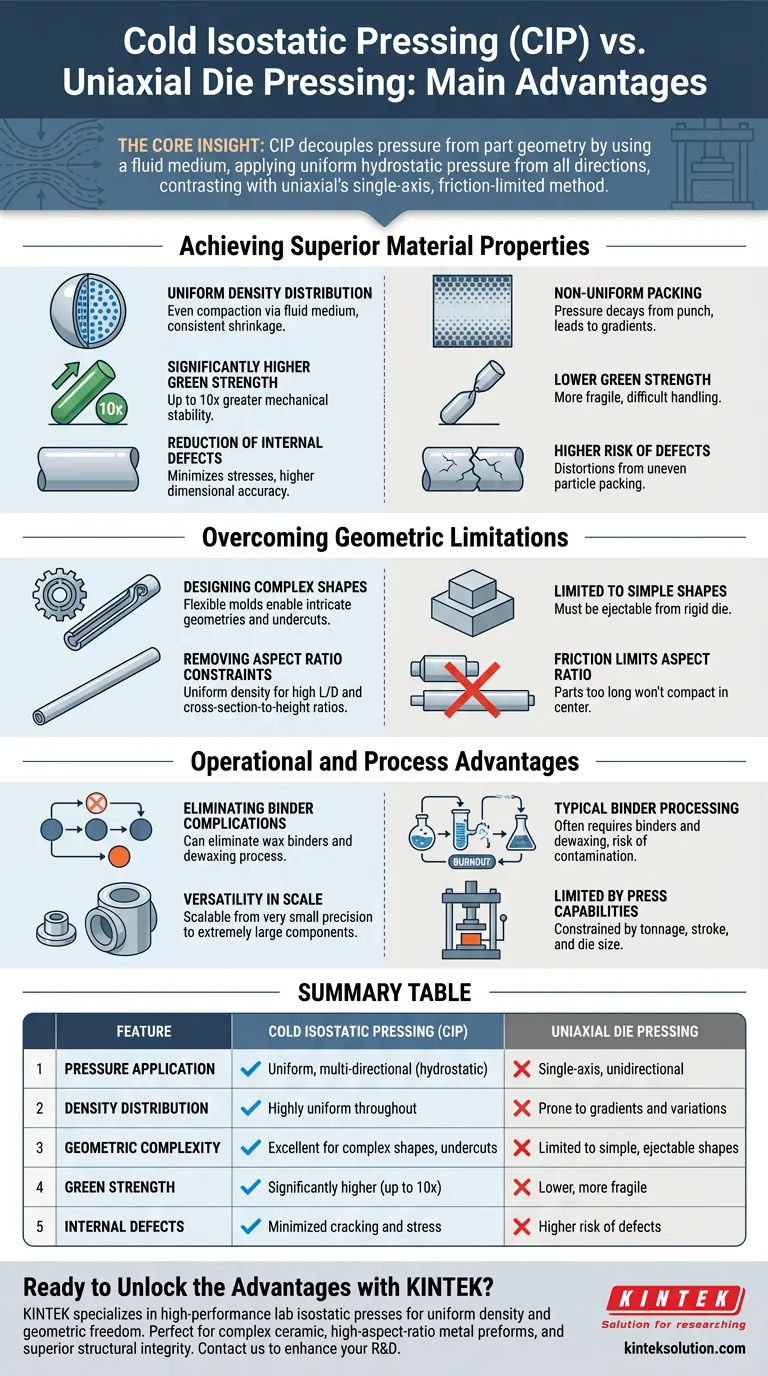
| Caratteristica | Pressatura Isostatica a Freddo (CIP) | Pressatura in stampo uniassiale |
|---|---|---|
| Applicazione della pressione | Uniforme, multidirezionale (idrostatica) | Asse singolo, unidirezionale |
| Distribuzione della densità | Altamente uniforme in tutto il pezzo | Suscettibile a gradienti e variazioni |
| Complessità geometrica | Eccellente per forme complesse, sottosquadri e alti rapporti d'aspetto | Limitato a forme semplici, facilmente espellibili |
| Resistenza a verde | Significativamente più elevata (fino a 10 volte) | Pre-sinterizzazione inferiore, più fragile |
| Difetti interni | Minimizzazione di crepe e sollecitazioni | Maggior rischio di difetti da impaccamento non uniforme |
Pronto a sbloccare i vantaggi della pressatura isostatica a freddo per il tuo laboratorio?
KINTEK è specializzata in presse isostatiche da laboratorio ad alte prestazioni, progettate per fornire la densità uniforme e la libertà geometrica richieste dai tuoi materiali avanzati. Sia che tu stia sviluppando componenti ceramici complessi, preformati metallici ad alto rapporto d'aspetto o qualsiasi applicazione che richieda un'integrità strutturale superiore, la nostra esperienza e le nostre attrezzature possono aiutarti a ottenere risultati senza pari.
Contattaci oggi stesso per discutere come una pressa isostatica di KINTEK possa migliorare le tue capacità di ricerca e sviluppo e di produzione. Costruiamo la soluzione perfetta per le esigenze del tuo laboratorio.
Mettiti subito in contatto con i nostri esperti!
Guida Visiva
Prodotti correlati
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Quali tipi di attrezzature sono disponibili per la pressatura isostatica a freddo?Esplora le soluzioni CIP per laboratori e produzione
- Come fa una pressa isostatica a freddo (CIP) ad aumentare la densità di corrente Bi-2223/Ag? Potenzia la superconduttività con pressione uniforme
- Per quali tipi di materiali e applicazioni i sistemi CIP automatizzati sono particolarmente vantaggiosi? Sblocca purezza e forme complesse
- Quali sono i vantaggi di processo nell'uso della pressatura isostatica a freddo (CIP) per LSMO? Ottenere una densità priva di difetti
- Perché la pressatura isostatica a freddo (CIP) viene applicata dopo la pressatura uniassiale? Ottimizzare la densità del precursore del superconduttore









