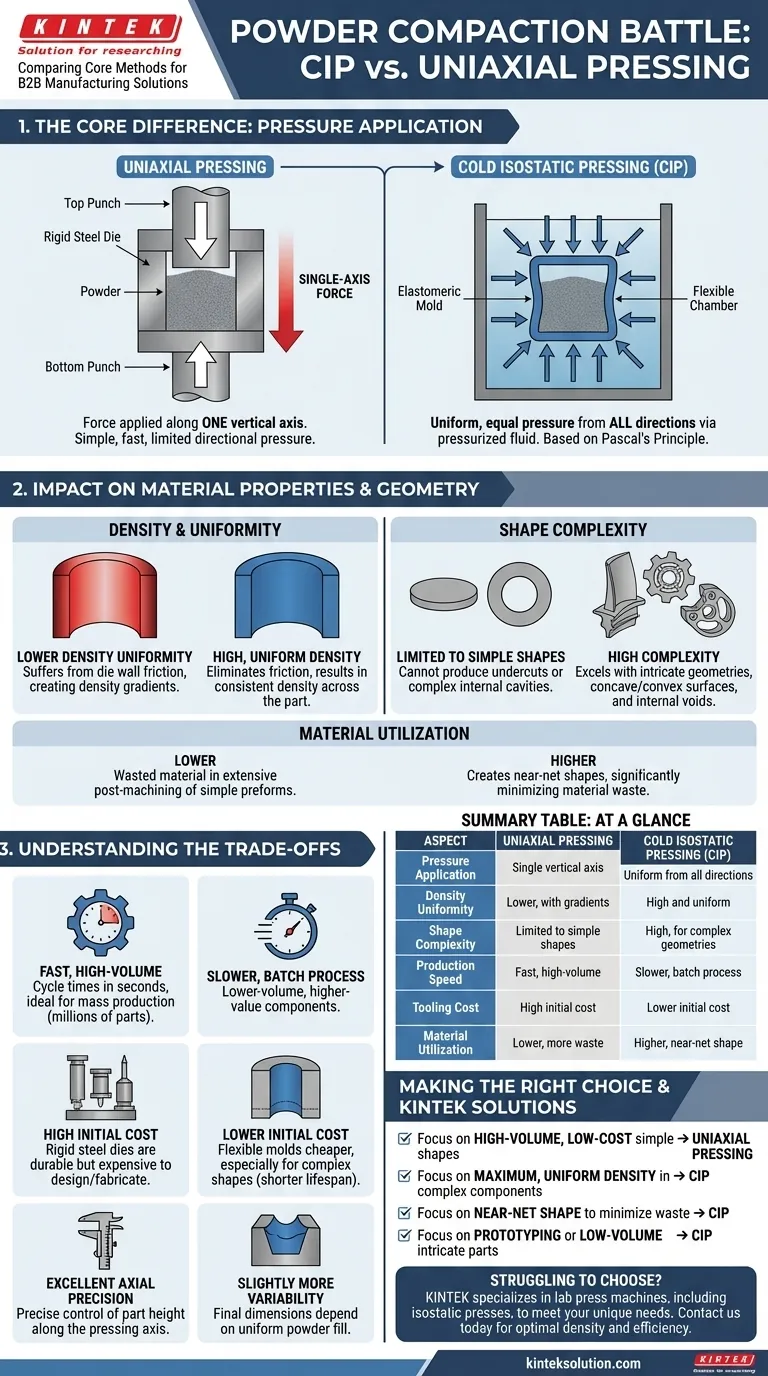
In sostanza, la differenza principale tra la Pressatura Isostatica a Freddo (CIP) e la pressatura uniassiale tradizionale risiede nella direzione da cui viene applicata la forza. La pressatura uniassiale applica la forza lungo un unico asse verticale, mentre la CIP applica una pressione uniforme ed uguale da tutte le direzioni contemporaneamente. Questa distinzione fondamentale determina differenze significative nella densità, nell'uniformità e nella complessità geometrica dei pezzi che possono essere prodotti.
Mentre la pressatura uniassiale è un metodo rapido ed efficiente per la produzione ad alto volume di forme semplici, la Pressatura Isostatica a Freddo è la scelta superiore per creare componenti complessi con massima densità e uniformità microstrutturale.

La Differenza Fondamentale: Come Viene Applicata la Pressione
Il metodo di applicazione della pressione è la caratteristica distintiva che separa queste due tecniche di compattazione delle polveri. Influenza direttamente ogni proprietà successiva del pezzo finito.
Pressatura Uniassiale: Un Approccio ad Asse Singolo
Nella pressatura uniassiale, un materiale in polvere viene posto in una cavità rigida dello stampo (matrice). Un pugno superiore si muove verso il basso per comprimere la polvere contro un pugno inferiore stazionario, applicando la forza lungo un solo asse.
Questo processo è meccanicamente semplice e veloce, rendendolo facile da automatizzare per la produzione di massa. È il metodo dominante per produrre pezzi semplici come compresse, boccole e dischi.
Pressatura Isostatica a Freddo: Un Approccio Uniforme
Nella Pressatura Isostatica a Freddo (CIP), la polvere viene inserita in uno stampo flessibile ed elastomerico che viene poi sigillato. Questo stampo sigillato viene immerso in una camera contenente un liquido, che viene quindi pressurizzato.
In base al principio di Pascal, questa pressione viene trasmessa in modo uguale e istantaneo a ogni superficie dello stampo flessibile. Il risultato è una pressione uniforme da tutte le direzioni, che compatta la polvere in un pezzo "verde" solido.
L'Impatto sulle Proprietà del Materiale e sulla Geometria
La differenza tra la pressione monoassiale e quella su tutti gli assi ha conseguenze profonde sul componente finale.
Densità e Uniformità
La pressatura uniassiale soffre di attrito con la parete dello stampo. Man mano che il pugno superiore comprime la polvere, l'attrito tra le particelle di polvere e la parete rigida dello stampo si oppone alla forza di compattazione. Questo crea gradienti di densità, dove il pezzo è meno denso vicino alle pareti dello stampo e al centro, lontano dai pugni.
La CIP elimina completamente l'attrito con la parete dello stampo poiché lo "stampo" è una membrana flessibile che si muove con la polvere. Ciò si traduce in un pezzo "verde" con una densità eccezionalmente alta e uniforme, privo delle sollecitazioni interne causate dai gradienti di densità.
Complessità della Forma
La pressatura uniassiale è limitata a forme semplici e bidimensionali che possono essere facilmente estratte da uno stampo rigido. Non può produrre pezzi con sottosquadri o cavità interne complesse.
Poiché la CIP utilizza uno stampo flessibile, eccelle nella produzione di pezzi con un alto grado di complessità. Può creare geometrie intricate, superfici concave o convesse e vuoti interni, producendo spesso una forma quasi finale (near-net shape) che richiede una lavorazione post-pressatura minima.
Utilizzo del Materiale
La capacità della CIP di creare forme quasi finali migliora significativamente l'utilizzo del materiale. Meno materiale grezzo viene sprecato nelle operazioni di lavorazione secondaria rispetto ai semplici "preforme" spesso realizzate con la pressatura uniassiale, che potrebbero richiedere una sagomatura estesa successivamente.
Comprendere i Compromessi
Nessun metodo è universalmente superiore; la scelta corretta dipende interamente dall'applicazione specifica e dagli obiettivi di produzione.
Velocità e Volume di Produzione
La pressatura uniassiale è un processo eccezionalmente veloce, con tempi ciclo spesso misurati in secondi. È altamente adatta per linee di produzione automatizzate ad alto volume che producono milioni di pezzi identici.
La CIP è un processo a lotti con tempi ciclo significativamente più lenti, che comprendono carico, sigillatura, pressurizzazione e scarico. È più adatta per componenti di valore più elevato e a volume inferiore.
Attrezzaggio e Costo
Gli stampi rigidi in acciaio per la pressatura uniassiale sono costosi da progettare e fabbricare, ma sono estremamente durevoli e possono durare milioni di cicli.
Gli stampi elastomerici per la CIP sono generalmente meno costosi da creare, specialmente per forme complesse. Tuttavia, hanno una durata operativa molto più breve e devono essere sostituiti più frequentemente.
Precisione Dimensionale
La pressatura uniassiale fornisce un eccellente controllo dimensionale lungo l'asse di pressatura. L'altezza del pezzo pressato può essere controllata con elevata precisione.
Sebbene i pezzi CIP abbiano una migliore uniformità di densità, le loro dimensioni finali possono presentare una maggiore variabilità a causa della natura dello stampo flessibile. Le dimensioni post-sinterizzazione dipendono in gran parte dal raggiungimento di un riempimento uniforme della polvere nello stampo.
Fare la Scelta Giusta per la Tua Applicazione
La selezione del metodo di compattazione corretto richiede di bilanciare la necessità di complessità geometrica e proprietà del materiale rispetto al volume di produzione e al costo.
- Se la tua priorità principale è la produzione ad alto volume e a basso costo di forme semplici (dischi, cilindri, anelli): La pressatura uniassiale offre velocità e convenienza senza pari.
- Se la tua priorità principale è ottenere la massima densità uniforme in componenti complessi: La CIP è la scelta ideale per eliminare difetti interni e stress.
- Se la tua priorità principale è creare pezzi quasi a forma finale per ridurre al minimo lo spreco di materiale e la lavorazione post-macchinazione: La CIP fornisce la libertà geometrica necessaria per design intricati.
- Se la tua priorità principale è il prototipaggio o la produzione a basso volume di pezzi intricati: Il costo inferiore degli utensili della CIP per forme complesse la rende un punto di partenza più accessibile.
In definitiva, la scelta del processo giusto inizia con una chiara comprensione dei requisiti ingegneristici finali del tuo componente.
Tabella Riassuntiva:
| Aspetto | Pressatura Uniassiale | Pressatura Isostatica a Freddo (CIP) |
|---|---|---|
| Applicazione della Pressione | Asse verticale singolo | Uniforme da tutte le direzioni |
| Uniformità della Densità | Inferiore, con gradienti | Alta e uniforme |
| Complessità della Forma | Limitata a forme semplici | Alta, per geometrie complesse |
| Velocità di Produzione | Veloce, alto volume | Più lenta, processo a lotti |
| Costo Attrezzaggio | Costo iniziale elevato | Costo iniziale inferiore |
| Utilizzo del Materiale | Inferiore, più spreco | Superiore, forma quasi finale |
Hai difficoltà a scegliere il giusto metodo di compattazione delle polveri per il tuo laboratorio? KINTEK è specializzata in macchine per presse da laboratorio, incluse presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, progettate per soddisfare le esigenze uniche dei laboratori. La nostra esperienza ti assicura di ottenere densità, uniformità ed efficienza ottimali nei tuoi processi. Contattaci oggi stesso per discutere come le nostre soluzioni possono migliorare i risultati dei tuoi test sui materiali e della tua produzione!
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
Domande frequenti
- Quali tipi di materiali possono essere compattati utilizzando presse isostatiche a freddo da laboratorio elettriche? Ottieni una densità uniforme per metalli, ceramiche e altro ancora
- Quali opzioni di personalizzazione sono disponibili per le presse isostatiche a freddo elettriche da laboratorio? Personalizza pressione, dimensioni e automazione per il tuo laboratorio
- A quale scopo vengono utilizzate le capacità ad alta pressione delle presse isostatiche a freddo da laboratorio elettriche? Raggiungere densità superiori e parti complesse
- Quali sono le caratteristiche delle soluzioni standard di laboratorio CIP elettriche pronte all'uso? Ottenere un'elaborazione immediata ed economicamente vantaggiosa
- Quale ruolo svolgono le presse isostatiche a freddo da laboratorio elettriche in contesti industriali? Un ponte tra ricerca e sviluppo e produzione con precisione















