I tre tipi di presse isostatiche, categorizzate in base alla loro temperatura operativa, sono la Pressatura Isostatica a Freddo (CIP), la Pressatura Isostatica a Caldo (WIP) e la Pressatura Isostatica a Caldo (HIP). Ogni metodo utilizza una pressione uniforme per consolidare i materiali, ma l'aggiunta della temperatura cambia fondamentalmente il processo, i materiali adatti e il risultato finale.
La scelta tra Pressatura Isostatica a Freddo, a Caldo o a Caldo non è arbitraria; è dettata dalle proprietà del materiale e dall'obiettivo finale, sia che si tratti di creare una forma preliminare o di ottenere un componente completamente denso e ad alte prestazioni.

Il ruolo della temperatura nella pressatura isostatica
La pressatura isostatica applica pressione uniformemente da tutte le direzioni utilizzando un fluido o un gas. Ciò garantisce una densità costante e uno stress interno minimo nella parte compattata. L'introduzione della temperatura in questa equazione serve a uno scopo critico.
La temperatura influenza la plasticità di un materiale, la sua capacità di deformarsi e legarsi. Selezionando la giusta temperatura, è possibile ottenere risultati che vanno dalla semplice compattazione di polveri all'eliminazione completa dei vuoti interni in una parte solida.
Decostruire i tre metodi di pressatura isostatica
Ogni metodo occupa una nicchia specifica nella lavorazione dei materiali, definita dalla sua combinazione unica di pressione e temperatura.
Pressatura Isostatica a Freddo (CIP)
Il CIP opera a temperatura ambiente o quasi. Utilizza un liquido incomprimibile (tipicamente acqua o olio) per trasmettere alta pressione a uno stampo flessibile riempito di polvere.
L'obiettivo primario del CIP è compattare uniformemente le polveri in una massa solida con una resistenza sufficiente per la manipolazione. Questa parte iniziale, non sinterizzata, è nota come "corpo verde". Ha una buona uniformità di densità ma contiene ancora una significativa porosità e richiede un successivo passaggio di sinterizzazione ad alta temperatura per raggiungere la sua resistenza finale.
Questo metodo è ideale per ceramiche e polveri metalliche prima che subiscano la cottura o la sinterizzazione finale.
Pressatura Isostatica a Caldo (WIP)
Il WIP opera a temperature medie, generalmente fino a 500°C (932°F), colmando il divario tra la pressatura a freddo e quella a caldo. Viene utilizzato per materiali che beneficiano di un calore moderato per ammorbidirli per il consolidamento, ma che verrebbero danneggiati dalle temperature estreme dell'HIP.
Il WIP è più comunemente usato per polimeri, plastiche e alcuni compositi. L'elevata temperatura aumenta la plasticità del materiale, consentendo una migliore compattazione e legame rispetto a quanto il CIP possa fornire per questi tipi di materiali.
Esistono due tipi principali di sistemi WIP: quelli che utilizzano un mezzo liquido riscaldato (fino a circa 250°C) e quelli che utilizzano un gas inerte (fino a circa 500°C).
Pressatura Isostatica a Caldo (HIP)
L'HIP combina simultaneamente temperatura estrema e alta pressione. Il processo avviene all'interno di un vaso a pressione specializzato, utilizzando un gas inerte ad alta pressione (come l'argon) come mezzo di pressione. Le temperature possono superare i 2.000°C (3.632°F).
L'obiettivo dell'HIP è ottenere la massima densificazione, eliminando quasi tutta la porosità interna. Questo processo viene utilizzato per riparare difetti di fusione, consolidare polveri metalliche in parti completamente dense e creare legami per diffusione tra materiali dissimili. Migliora drasticamente le proprietà meccaniche come la durata a fatica, la duttilità e la tenacità alla frattura.
L'HIP è essenziale per metalli, leghe, superleghe e ceramiche tecniche ad alte prestazioni utilizzati in applicazioni critiche come l'aerospaziale, gli impianti medici e l'energia.
Comprendere i compromessi: CIP vs. WIP vs. HIP
La scelta del metodo giusto richiede un equilibrio tra costo, complessità e proprietà del materiale desiderate.
Densità finale e proprietà meccaniche
Il CIP crea una pre-forma con densità moderata che richiede un processo di sinterizzazione secondario per essere funzionale. L'HIP, al contrario, può produrre una parte finale con quasi il 100% della densità teorica e caratteristiche meccaniche di gran lunga superiori in un unico passaggio. Il WIP si colloca nel mezzo, offrendo un migliore consolidamento per i polimeri rispetto al CIP.
Costo e complessità
L'attrezzatura richiesta segue un chiaro gradiente di costo e complessità. I sistemi CIP sono i più semplici e convenienti. I sistemi WIP aggiungono la complessità di un sistema di riscaldamento controllato. I vasi HIP sono i più complessi e costosi a causa della necessità di gestire in sicurezza temperature e pressioni estreme simultaneamente.
Applicazione e idoneità del materiale
Il tuo materiale detta la tua scelta. Le ceramiche fragili e le polveri metalliche standard sono perfette per un ciclo CIP iniziale. I polimeri che si ammorbidiscono con calore moderato sono ideali per il WIP. I componenti metallici critici che richiedono una struttura interna impeccabile sono candidati per l'HIP.
Scelta del metodo giusto per il tuo materiale
La tua decisione dovrebbe essere direttamente collegata al tuo obiettivo di lavorazione e al materiale con cui stai lavorando.
- Se il tuo obiettivo principale è creare un corpo verde iniziale uniforme da polveri per la successiva sinterizzazione: il CIP è la scelta più efficace ed economica.
- Se il tuo obiettivo principale è compattare polimeri o compositi che richiedono calore moderato per fluire: il WIP è il metodo necessario.
- Se il tuo obiettivo principale è ottenere la massima densità e proprietà meccaniche superiori in metalli o ceramiche avanzate: l'HIP è il processo definitivo per i risultati più performanti.
Comprendere l'interazione tra temperatura e pressione è la chiave per padroneggiare il consolidamento dei materiali e raggiungere le prestazioni desiderate del componente.
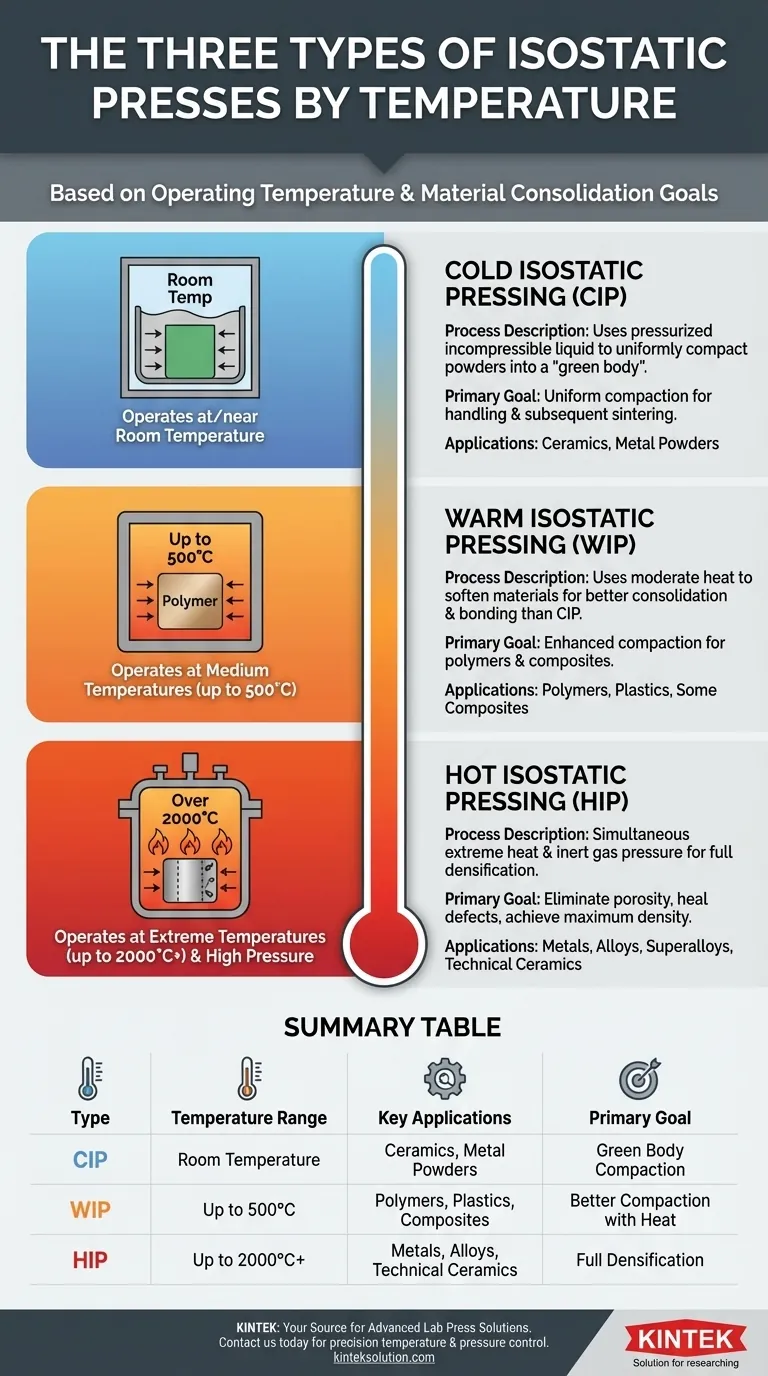
Tabella riassuntiva:
| Tipo | Intervallo di temperatura | Applicazioni chiave | Obiettivo primario |
|---|---|---|---|
| Pressatura Isostatica a Freddo (CIP) | Temperatura ambiente | Ceramiche, polveri metalliche | Compattazione uniforme in corpo verde |
| Pressatura Isostatica a Caldo (WIP) | Fino a 500°C | Polimeri, plastiche, compositi | Migliore compattazione con calore moderato |
| Pressatura Isostatica a Caldo (HIP) | Fino a 2000°C+ | Metalli, leghe, ceramiche tecniche | Massima densificazione e riparazione dei difetti |
Pronto a migliorare le capacità del tuo laboratorio con la pressa isostatica giusta? KINTEK è specializzata in presse da laboratorio, comprese presse automatiche da laboratorio, presse isostatiche e presse da laboratorio riscaldate, su misura per le esigenze di laboratorio. Sia che tu stia lavorando con ceramiche, metalli o polimeri, le nostre soluzioni offrono un controllo preciso della temperatura e una pressione uniforme per un consolidamento superiore del materiale. Contattaci oggi per discutere come possiamo aiutarti a ottimizzare i tuoi processi e ottenere risultati ad alte prestazioni!
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
Domande frequenti
- In cosa differisce la Pressatura Isostatica a Caldo (Warm Isostatic Pressing) dai metodi di pressatura tradizionali? Ottenere una Densità Uniforme per Componenti Complessi
- Qual è la funzione della pressione idraulica nella pressatura isostatica a caldo? Raggiungere una densità uniforme del materiale
- Qual è il meccanismo di una pressa isostatica a caldo (WIP) sul formaggio? Padroneggia la pastorizzazione a freddo per una sicurezza superiore
- Perché i catodi compositi devono essere sigillati in sacchetti di laminazione sottovuoto per il WIP? Garantire stabilità e densità della batteria
- Qual è la funzione degli stampi elastici nella pressatura isostatica a caldo? Raggiungere una densità uniforme nelle particelle composite



















