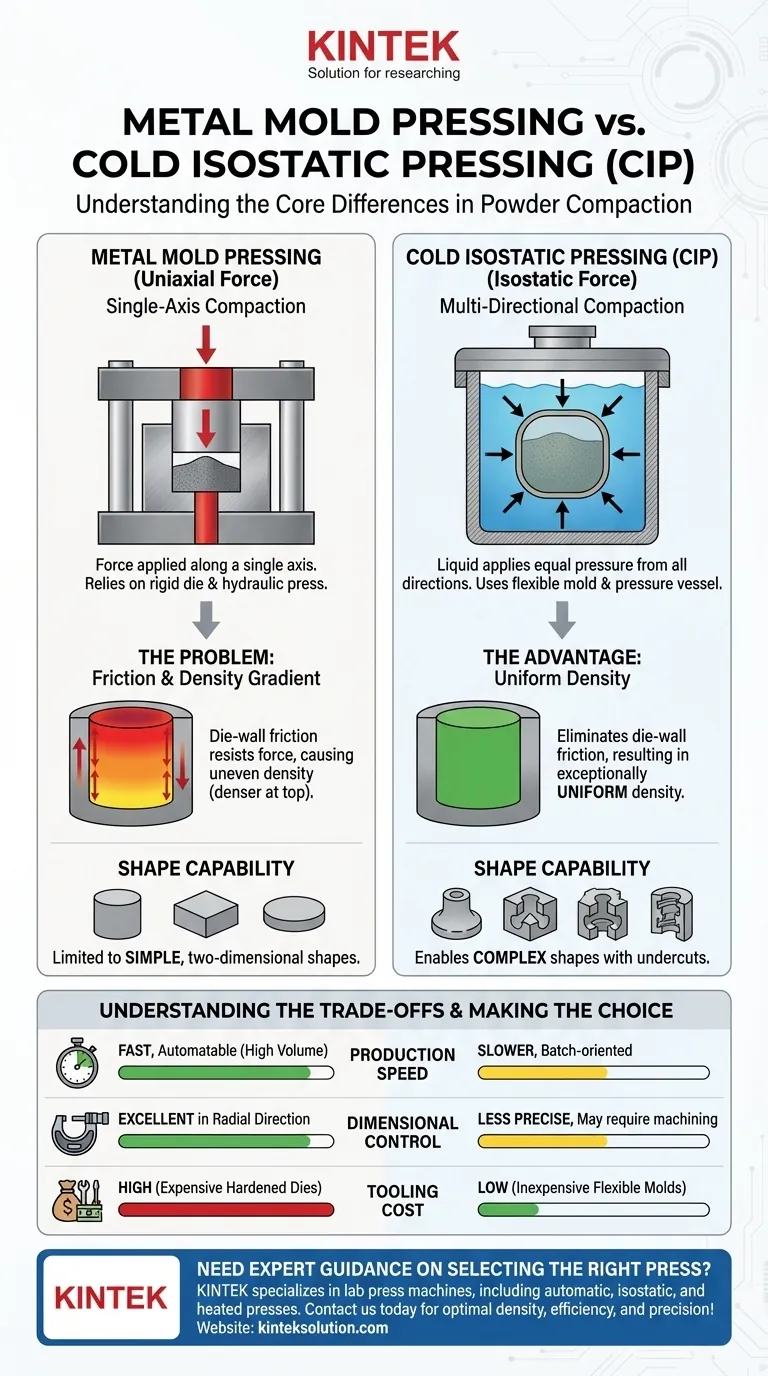
Alla base, la pressatura in stampo metallico e la Pressatura Isostatica a Freddo (CIP) sono entrambi metodi per compattare polveri, ma operano su principi fondamentalmente diversi. La pressatura in stampo metallico, conosciuta anche come pressatura uniassiale, applica forza lungo un singolo asse utilizzando una matrice rigida. Al contrario, la CIP utilizza un liquido per applicare pressione uguale da tutte le direzioni simultaneamente, un processo noto come pressione isostatica. Questa distinzione nell'applicazione della forza è il principale motore dei loro distinti risultati in termini di densità, omogeneità e capacità geometrica.
La scelta tra pressatura in stampo metallico e CIP è una decisione strategica dettata dall'uniformità di densità richiesta dal tuo progetto, dalla complessità geometrica e dalla scala di produzione. La pressatura uniassiale offre velocità e precisione dimensionale per forme semplici, mentre la CIP fornisce un'uniformità di densità impareggiabile per componenti complessi.

La Meccanica Fondamentale della Compattazione
Per scegliere il metodo giusto, devi prima capire come viene trasmessa la forza in ogni processo. La meccanica influenza direttamente la qualità e le caratteristiche del pezzo "verde" finale (il compatto pre-sinterizzato).
Pressatura in Stampo Metallico: Forza Uniassiale
La pressatura in stampo metallico funziona in modo molto simile a un pistone in un cilindro. La polvere viene posta in una cavità di stampo rigida, e uno o più punzoni la comprimono lungo un singolo asse verticale.
Questo metodo si basa su una pressa idraulica e uno stampo metallico (o matrice) durevole, precisamente lavorato. La forma del pezzo finale è direttamente definita dalla forma della cavità dello stampo.
Pressatura Isostatica a Freddo (CIP): Forza Isostatica
La CIP opera immergendo uno stampo flessibile riempito di polvere in una camera a liquido ad alta pressione. La pressione viene quindi applicata al liquido, che trasmette la forza in modo uguale e simultaneo a ogni superficie dello stampo.
Questo processo elimina la forza direzionale. Pensa a un oggetto immerso in profondità nell'oceano; la pressione è la stessa ovunque sulla sua superficie. Utilizza uno stampo elastomerico e un recipiente ad alta pressione.
Fattori Chiave di Differenziazione: Densità e Geometria
I diversi modi in cui viene applicata la pressione creano distinzioni critiche nel prodotto finale. Le più importanti di queste sono i gradienti di densità e la capacità di formare forme complesse.
Il Problema dell'Attrito negli Stampi Metallici
Nella pressatura uniassiale, mentre il punzone comprime la polvere, si genera una quantità significativa di attrito parete-matrice. Le particelle di polvere sfregano contro le pareti rigide dello stampo.
Questo attrito resiste alla trasmissione della forza verso il basso. Di conseguenza, la polvere nella parte superiore del compatto (più vicina al punzone) è molto più densa della polvere nella parte inferiore. Questo gradiente di densità è uno svantaggio primario del metodo.
Il Vantaggio della CIP: Densità Uniforme
La CIP elimina intrinsecamente l'attrito parete-matrice. Poiché la pressione è trasmessa da un liquido e lo "stampo" è un elastomero flessibile, non c'è movimento relativo tra la polvere e una parete rigida.
Il risultato è un componente con una densità eccezionalmente uniforme in tutto il suo volume. Questa omogeneità è critica per le applicazioni che richiedono proprietà del materiale prevedibili e consistenti dopo la sinterizzazione.
Complessità della Forma
L'attrezzatura determina le possibilità geometriche. La pressatura in stampo metallico è limitata a forme semplici e bidimensionali (come cilindri, dischi o blocchi) che possono essere facilmente espulse da una matrice rigida. Sottosquadri o curve complesse non sono fattibili.
L'uso di stampi flessibili da parte della CIP consente la creazione di forme altamente complesse e intricate, inclusi pezzi con sottosquadri o cavità interne. Lo stampo viene semplicemente rimosso dal pezzo compattato dopo la pressatura.
Comprendere i Compromessi
Nessuno dei due metodi è universalmente superiore; rappresentano un classico compromesso ingegneristico tra velocità, qualità e complessità.
Velocità vs. Uniformità
La pressatura in stampo metallico è un processo estremamente veloce e altamente automatizzabile. È lo standard per la produzione ad alto volume di pezzi semplici dove variazioni minori di densità sono accettabili.
La CIP è un processo più lento, orientato ai lotti. Il tempo necessario per caricare, pressurizzare, depressurizzare e scaricare il recipiente la rende meno adatta alla produzione di massa, ma offre una qualità dei pezzi ineguagliabile.
Controllo Dimensionale vs. Flessibilità
La matrice rigida utilizzata nella pressatura uniassiale fornisce un eccellente controllo dimensionale in direzione radiale. Il diametro del pezzo finale sarà molto preciso e ripetibile.
La CIP offre un controllo dimensionale meno preciso. Lo stampo flessibile può deformarsi in modi leggermente imprevedibili, rendendo spesso necessaria una fase di lavorazione finale se sono richieste tolleranze strette.
Investimento in Attrezzature
Le attrezzature per la pressatura in stampo metallico, specialmente per materiali abrasivi, comportano matrici in acciaio temprato o carburo costose che devono essere lavorate perfettamente.
Al contrario, gli stampi elastomerici per la CIP sono relativamente economici da produrre. Ciò rende la CIP una scelta economicamente vantaggiosa per la prototipazione e le piccole produzioni, anche se il recipiente ad alta pressione stesso rappresenta un investimento di capitale importante.
Fare la Scelta Giusta per il Tuo Obiettivo
La tua decisione dovrebbe essere guidata dai requisiti non negoziabili del tuo componente finale.
- Se il tuo obiettivo principale è la produzione ad alto volume di forme semplici come tavolette o boccole: La pressatura in stampo metallico è la scelta superiore grazie alla sua velocità, ripetibilità e capacità di automazione.
- Se il tuo obiettivo principale è creare un pezzo complesso con la massima uniformità di densità possibile: La pressatura isostatica a freddo (CIP) è l'unico metodo che può eliminare in modo affidabile i gradienti di densità.
- Se il tuo obiettivo principale è la prototipazione o la produzione in piccoli lotti di varie forme: La CIP è spesso più economica, poiché i suoi stampi flessibili sono molto più economici da creare e iterare rispetto alle matrici rigide in acciaio.
Comprendere questi principi fondamentali ti consente di selezionare il metodo di compattazione che si allinea perfettamente con i tuoi obiettivi di materiale, design e produzione.
Tabella Riepilogativa:
| Aspetto | Pressatura in Stampo Metallico | Pressatura Isostatica a Freddo (CIP) |
|---|---|---|
| Applicazione della Forza | Uniassiale (singolo asse) | Isostatica (tutte le direzioni) |
| Uniformità di Densità | Bassa (gradienti dovuti all'attrito) | Alta (uniforme in tutto) |
| Complessità della Forma | Forme semplici (es. cilindri) | Forme complesse (es. sottosquadri) |
| Velocità di Produzione | Veloce e automatizzabile | Lenta e orientata ai lotti |
| Controllo Dimensionale | Alto in direzione radiale | Inferiore, potrebbe richiedere lavorazione |
| Costo Attrezzature | Alto (matrici in acciaio temprato) | Basso (stampi elastomerici) |
Hai bisogno di una guida esperta per selezionare la pressa giusta per il tuo laboratorio? KINTEK è specializzata in presse da laboratorio, comprese presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, su misura per soddisfare le tue specifiche esigenze di laboratorio. Che tu stia lavorando con forme semplici o complesse, le nostre soluzioni garantiscono densità, efficienza e precisione ottimali. Contattaci oggi per discutere come possiamo migliorare i tuoi processi di compattazione e ottenere risultati superiori!
Guida Visiva
Prodotti correlati
- Stampo per pressa anti-fessurazione da laboratorio
- Stampo per pressa da laboratorio in carburo per la preparazione dei campioni di laboratorio
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Stampo per pressa poligonale da laboratorio
- Stampo per pressa bidirezionale rotonda da laboratorio
Domande frequenti
- Quali sono i requisiti per gli stampi di pressatura quando si utilizza SSCG? Materiali chiave per la produzione di cristalli singoli complessi
- Perché una pressa per stampaggio da laboratorio ad alte prestazioni è fondamentale per la formazione in situ dell'elettrolita? Sblocca il successo della batteria
- Quale ruolo giocano il posizionamento di precisione e gli stampi a pressione nelle giunzioni a sovrapposizione singola? Garantire il 100% di integrità dei dati
- Qual è lo scopo dell'incorporazione di cartucce riscaldanti in uno stampo per pressa da laboratorio per la compressione di blocchi MLCC? Ottimizza i risultati
- Perché è necessaria una gestione precisa del raffreddamento dello stampo della pressa da laboratorio? Proteggere l'integrità del nucleo nella termoformatura



















