In breve, gli stampi flessibili sono essenziali per la compattazione isostatica perché servono da barriera che trasmette una pressione uniforme e omnidirezionale da un fluido a una polvere. Questa capacità unica consente al processo di formare parti con geometrie altamente complesse e, cosa ancora più importante, assicura che la polvere sia compattata con una densità eccezionalmente costante.
La funzione principale di uno stampo flessibile non è solo quella di definire una forma, ma di agire come il mezzo attraverso cui viene applicata la pressione "isostatica" (uguale da tutte le direzioni). Questa pressione uniforme è la chiave per produrre componenti ad alta integrità che sono privi delle tensioni interne riscontrate in parti realizzate con metodi tradizionali.

Il Principio della Compattazione Isostatica
Per comprendere il ruolo dello stampo, devi prima comprendere il processo che esso abilita. La compattazione isostatica è fondamentalmente diversa dalla pressatura convenzionale delle polveri.
Il Significato di "Isostatica"
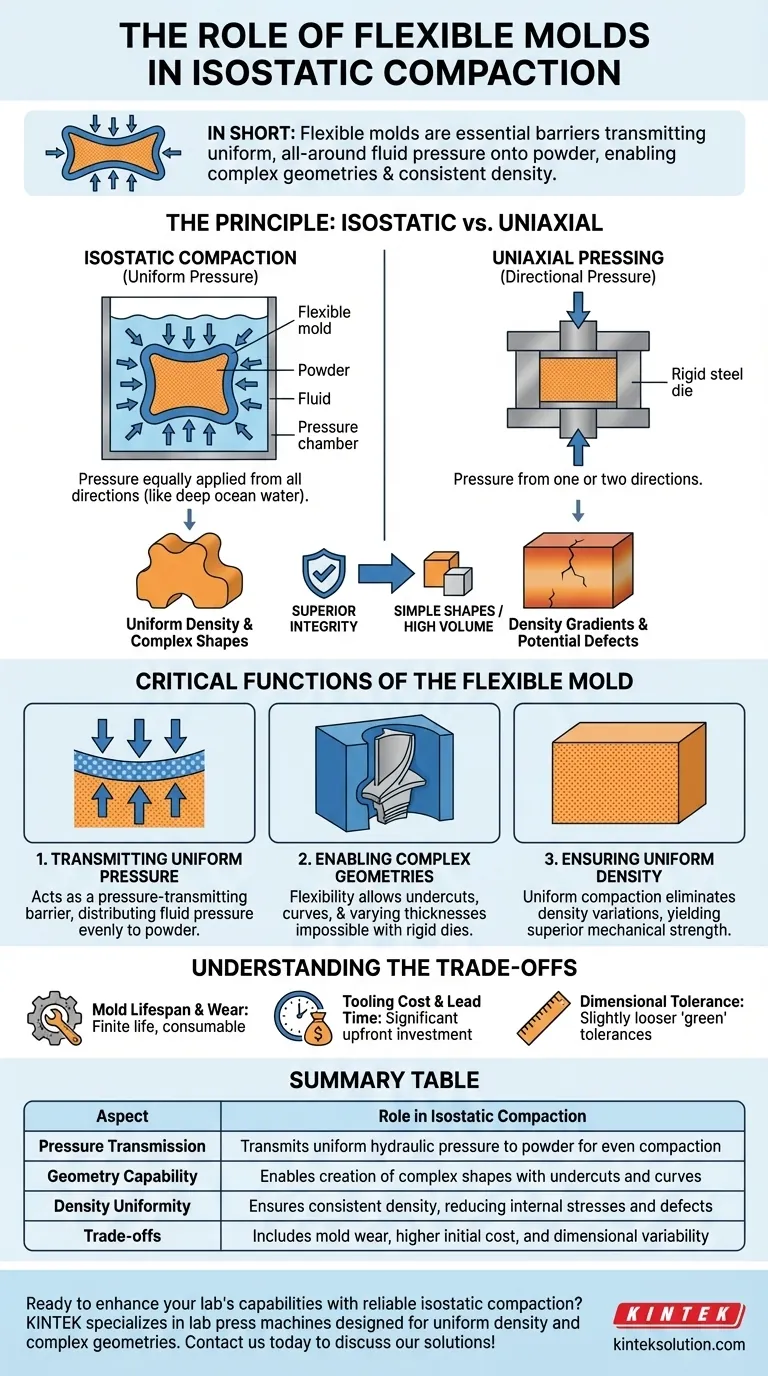
Il termine isostatica significa "pressione uniforme". In questo processo di fabbricazione, uno stampo flessibile riempito di polvere viene immerso in un fluido all'interno di una camera ad alta pressione.
La pressione viene quindi applicata al fluido, il quale a sua volta esercita tale pressione in modo uniforme su tutte le superfici dello stampo flessibile. Questo è analogo al modo in cui la pressione dell'acqua agisce su un sottomarino in profondità nell'oceano: è uguale da ogni direzione.
Contrasto con la Pressatura Unassiale
Questo contrasta nettamente con la tradizionale pressatura unassiale, che utilizza matrici rigide in acciaio. In quel metodo, la pressione viene applicata solo da una o due direzioni (superiore e inferiore).
Questa pressione direzionale crea gradienti di densità e tensioni interne all'interno della parte, che possono portare a deformazioni, fessurazioni o cedimenti durante la successiva fase di sinterizzazione (riscaldamento).
La Funzione Critica dello Stampo Flessibile
Lo stampo flessibile non è un accessorio opzionale; è la tecnologia fondamentale che rende possibile l'intero processo isostatico. Il suo ruolo è duplice: modellatura e trasmissione della pressione.
1. Trasmissione di Pressione Uniforme
Il compito primario dello stampo è quello di essere una barriera che trasmette la pressione. Mantiene la polvere contenuta e separata dal fluido circostante (tipicamente acqua o olio).
Poiché lo stampo è realizzato in un materiale flessibile ed elastomerico come gomma o poliuretano, non resiste alla pressione idraulica. Invece, la trasmette fedelmente e uniformemente alla polvere all'interno, compattandola uniformemente da tutti i lati.
2. Abilitazione di Geometrie Complesse
La flessibilità dello stampo consente la creazione di forme intricate con sottosquadri, curve complesse e spessori di parete variabili.
Queste sono caratteristiche che sono spesso impossibili o proibitivamente costose da produrre con matrici rigide in acciaio, che richiedono un'estrazione in linea retta dalla cavità dello stampo.
3. Garanzia di Densità Uniforme
Il risultato diretto della pressione uniforme è la densità uniforme. Compattando la polvere in modo uguale da tutte le direzioni, il processo elimina le variazioni di densità interne comuni nelle parti pressate unassialmente.
Questa omogeneità si traduce in un ritiro più prevedibile durante la sinterizzazione e produce un componente finale con resistenza meccanica e affidabilità superiori.
Comprendere i Compromessi
Sebbene potenti, l'uso di stampi flessibili nella compattazione isostatica non è privo di considerazioni. Un'analisi oggettiva richiede il riconoscimento dei limiti.
Durata e Usura dello Stampo
Gli stampi flessibili hanno una vita utile finita. Possono essere perforati da particelle di polvere affilate o degradarsi nel tempo a causa della flessione ripetuta sotto pressione estrema. Questo li rende uno strumento di consumo, a differenza delle matrici in acciaio temprato.
Costo degli Utensili e Tempi di Consegna
La progettazione e la fabbricazione di uno stampo flessibile di alta qualità richiedono competenza e possono rappresentare un investimento iniziale significativo in termini di tempo e costi, soprattutto per un nuovo design di parte.
Tolleranza Dimensionale
Sebbene la parte risultante sia molto consistente, il compatto "verde" (pre-sinterizzato) può avere tolleranze dimensionali leggermente più ampie rispetto a una parte prodotta in uno stampo rigido lavorato con precisione. La flessibilità intrinseca che è il punto di forza dello stampo può anche essere una fonte di lieve variabilità dimensionale.
Fare la Scelta Giusta per il Tuo Obiettivo
La scelta del metodo di compattazione dipende interamente dai requisiti del componente finale.
- Se il tuo obiettivo principale sono geometrie complesse o un'integrità del materiale superiore: La compattazione isostatica con uno stampo flessibile è il metodo definitivo per ottenere una densità uniforme e minimizzare le tensioni interne.
- Se il tuo obiettivo principale è la produzione in grandi volumi di forme semplici: La pressatura unassiale tradizionale con matrici rigide è spesso più veloce ed economica.
- Se il tuo obiettivo principale è produrre parti quasi a forma finita per minimizzare la lavorazione post-produzione: La compattazione isostatica eccelle, poiché il suo ritiro uniforme è altamente prevedibile.
In definitiva, padroneggiare il processo isostatico inizia con la comprensione che lo stampo flessibile è la chiave che sblocca i suoi vantaggi unici.
Tabella Riepilogativa:
| Aspetto | Ruolo nella Compattazione Isostatica |
|---|---|
| Trasmissione della Pressione | Trasmette pressione idraulica uniforme alla polvere per una compattazione omogenea |
| Capacità di Geometria | Consente la creazione di forme complesse con sottosquadri e curve |
| Uniformità della Densità | Garantisce una densità consistente, riducendo tensioni interne e difetti |
| Compromessi | Include usura dello stampo, costi iniziali più elevati e variabilità dimensionale |
Pronto a migliorare le capacità del tuo laboratorio con una compattazione isostatica affidabile? KINTEK è specializzata in macchine da laboratorio a pressione, inclusi presse automatiche da laboratorio, presse isostatiche e presse riscaldate da laboratorio, progettate per fornire una densità uniforme e gestire geometrie complesse per un'integrità del materiale superiore. Contattaci oggi stesso per discutere come le nostre soluzioni possono soddisfare le tue specifiche esigenze di laboratorio e aumentare la tua efficienza!
Guida Visiva
Prodotti correlati
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Stampo per pressa bidirezionale rotonda da laboratorio
- Stampo per pressa poligonale da laboratorio
- Lab XRF acido borico polvere Pellet stampo di pressatura per uso di laboratorio
- XRF KBR anello in acciaio laboratorio polvere pellet stampo di pressatura per FTIR
Domande frequenti
- Come risolvono le presse da laboratorio l'aumento dell'impedenza nelle batterie allo stato solido? Ottenere interfacce a bassa resistenza
- Qual è la funzione di una pressa isostatica da laboratorio nella ricerca sullo stoccaggio di energia? Ottenere una standardizzazione superiore dei materiali
- Perché viene utilizzata una pressa isostatica da laboratorio per le bioceramiche di idrossiapatite? Raggiungere la massima densità e resistenza
- Perché la pressatura isostatica è necessaria dopo la pressatura uniassiale? Raggiungere una densità uniforme nelle ferrite MnZn drogate con Ga
- Qual è la funzione principale di una pressa isostatica da laboratorio nella sintesi di materiali nitruri? Raggiungere alta densità







