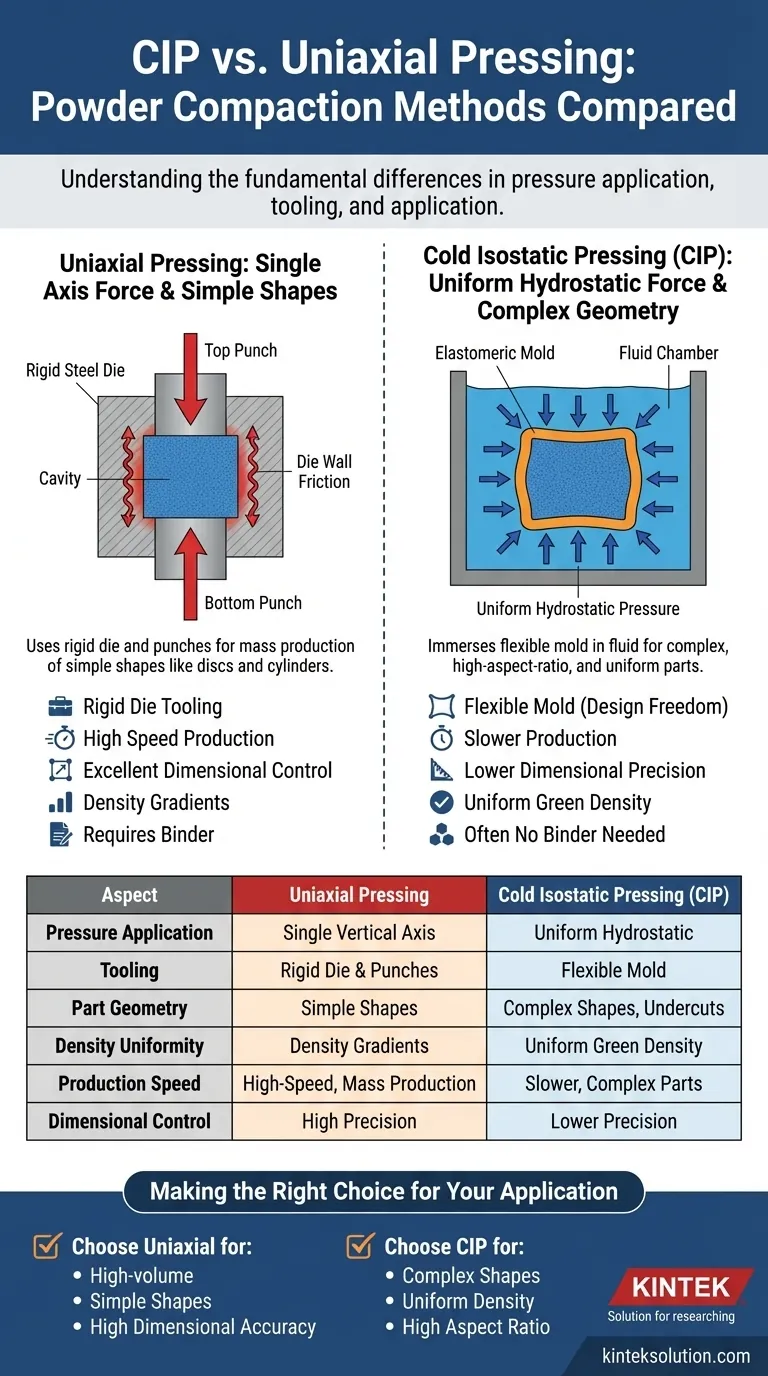
In sostanza, la differenza tra la pressatura isostatica a freddo (CIP) e la pressatura uniassiale risiede nel modo in cui la pressione viene applicata per consolidare una polvere. La pressatura uniassiale utilizza uno stampo rigido e applica la forza lungo un unico asse verticale, simile a un pistone. Al contrario, la CIP immerge uno stampo flessibile riempito di polvere in un fluido, applicando una pressione idrostatica uniforme da tutte le direzioni contemporaneamente. Questa singola distinzione determina tutto, dalla complessità dei pezzi che possono essere realizzati alla densità e all'integrità finali del componente.
La scelta tra CIP e pressatura uniassiale non riguarda quale sia "migliore", ma quale sia corretta per il tuo obiettivo. La pressatura uniassiale è concepita per la produzione ad alta velocità di forme semplici con tolleranze dimensionali precise, mentre la CIP è ingegnerizzata per creare pezzi complessi e uniformemente densi che sarebbero impossibili da formare in altro modo.

La differenza fondamentale: applicazione della pressione
Il metodo di applicazione della pressione è la caratteristica distintiva che separa queste due tecniche di compattazione delle polveri. Influenza direttamente le proprietà finali del pezzo compattato, noto come pezzo "verde" prima della sinterizzazione finale.
Pressatura uniassiale: forza su un singolo asse
La pressatura uniassiale prevede la compressione della polvere contenuta in una cavità di stampo rigido. La pressione viene applicata meccanicamente o idraulicamente da punzoni superiori e inferiori che si muovono lungo un asse.
Questo processo è altamente automatizzato ed estremamente veloce, rendendolo ideale per la produzione di massa. Tuttavia, uno svantaggio significativo è l'attrito della parete dello stampo. Man mano che la polvere si muove, sfrega contro le pareti fisse dello stampo, il che ostacola la compattazione uniforme e crea gradienti di densità in tutto il pezzo.
Pressatura isostatica a freddo (CIP): forza idrostatica uniforme
Nella CIP, la polvere viene prima sigillata in uno stampo flessibile, elastomerico (come un sacco di gomma spesso). Questo intero insieme viene quindi immerso in una camera ad alta pressione riempita di un fluido, tipicamente acqua o olio.
Quando la camera viene pressurizzata, il fluido esercita una forza uguale su ogni superficie dello stampo flessibile. Questa pressione idrostatica compatta la polvere uniformemente da tutte le direzioni, eliminando virtualmente le sollecitazioni interne e le variazioni di densità causate dall'attrito della parete dello stampo.
Utensili e capacità geometriche
Gli utensili richiesti per ciascun processo determinano direttamente la complessità e la precisione dei pezzi che è possibile produrre.
Stampo rigido uniassiale: semplicità e velocità
La pressatura uniassiale si basa su utensili rigidi: una cavità dello stampo e punzoni lavorati con precisione. Questa configurazione è perfetta per geometrie semplici come dischi, cilindri e blocchi rettangolari.
Poiché la forma finale è dettata da uno stampo rigido e immutabile, questo metodo offre un eccellente controllo dimensionale e ripetibilità. È lo standard per la produzione di pezzi in cui le dimensioni precise sono fondamentali e la geometria non è complessa.
Stampo flessibile CIP: libertà di progettazione
La CIP utilizza uno stampo flessibile, che le conferisce una libertà di progettazione impareggiabile. Può produrre pezzi con caratteristiche esterne complesse, cavità interne e persino sottosquadri.
Inoltre, la CIP non è limitata dall'indice di aspetto (rapporto altezza/larghezza) del pezzo. Può facilmente formare pezzi lunghi e sottili che sarebbero impossibili da estrarre da uno stampo uniassiale rigido a causa dell'eccessivo attrito della parete dello stampo e del rischio di rottura.
Comprendere i compromessi
La scelta del processo giusto richiede un esame obiettivo dei vantaggi e dei limiti di ciascun metodo. La tua decisione sarà un equilibrio tra complessità geometrica, densità richiesta, velocità di produzione e costo.
Il dilemma precisione contro complessità
Questo è il compromesso centrale. La pressatura uniassiale offre un'elevata precisione dimensionale per forme semplici. Lo stampo rigido assicura che ogni pezzo sia quasi identico.
La CIP offre la possibilità di creare forme altamente complesse. Tuttavia, ottenere tolleranze dimensionali precise è più difficile perché dipende da uno stampo flessibile perfettamente uniforme e da una compattazione della polvere prevedibile, che può essere difficile da controllare con elevata precisione.
Gradienti di densità e resistenza del verde
Nella pressatura uniassiale, la densità è massima vicino ai punzoni e minima al centro e vicino alle pareti dello stampo. Questa densità non uniforme può portare a deformazioni o rotture durante la fase di sinterizzazione finale.
La CIP produce un pezzo con una densità verde eccezionalmente uniforme. Questa consistenza porta a una contrazione più prevedibile e uniforme durante la sinterizzazione, riducendo i difetti e migliorando le proprietà meccaniche finali. I pezzi verdi risultanti hanno anche un'elevata resistenza, il che li rende facili da maneggiare o lavorare prima della sinterizzazione finale.
Leganti e operazioni secondarie
La pressatura uniassiale spesso richiede l'aggiunta di un legante ceroso alla polvere per facilitare la compattazione e l'estrazione. Questo legante deve essere bruciato con attenzione prima della sinterizzazione, aggiungendo tempo e complessità al processo.
La CIP può spesso consolidare le polveri senza alcun legante. Ciò semplifica il processo complessivo ed elimina una potenziale fonte di difetti, contribuendo a ridurre i costi di produzione e a ottenere pezzi finali più affidabili.
Fare la scelta giusta per la tua applicazione
La tua decisione dipende interamente dalla geometria del tuo componente, dai suoi requisiti prestazionali e dai tuoi obiettivi di volume di produzione.
- Se la tua priorità principale è la produzione ad alto volume di forme semplici (ad esempio, isolatori ceramici, compresse farmaceutiche, boccole semplici): la pressatura uniassiale è la scelta superiore per la sua velocità, il basso costo per pezzo e l'elevata precisione dimensionale.
- Se la tua priorità principale è la creazione di forme complesse con densità uniforme (ad esempio, pale di turbine quasi a forma finale, impianti medici complessi, componenti refrattari personalizzati): la pressatura isostatica a freddo fornisce la libertà di progettazione e l'integrità del materiale necessarie.
- Se la tua priorità principale è la produzione di pezzi grandi o componenti con un elevato indice di aspetto (lunghi e sottili): la CIP è l'unico metodo praticabile, poiché supera i limiti fondamentali dell'attrito della parete dello stampo inerenti alla pressatura uniassiale.
Comprendendo queste differenze meccaniche fondamentali, puoi selezionare con sicurezza il processo di compattazione che garantisce sia la qualità del tuo componente sia l'efficienza della tua operazione.
Tabella riassuntiva:
| Aspetto | Pressatura uniassiale | Pressatura isostatica a freddo (CIP) |
|---|---|---|
| Applicazione della pressione | Asse verticale singolo | Pressione idrostatica uniforme da tutte le direzioni |
| Utensili | Stampo rigido e punzoni | Stampo elastomerico flessibile |
| Geometria del pezzo | Forme semplici (es. dischi, cilindri) | Forme complesse, alti rapporti di aspetto, sottosquadri |
| Uniformità della densità | Gradienti di densità dovuti all'attrito della parete dello stampo | Densità verde uniforme |
| Velocità di produzione | Alta velocità, ideale per la produzione di massa | Più lenta, adatta per pezzi complessi o a basso volume |
| Controllo dimensionale | Alta precisione e ripetibilità | Precisione inferiore, più difficile per tolleranze ristrette |
Hai bisogno di una guida esperta per le esigenze di pressatura del tuo laboratorio? KINTEK è specializzata in macchine per presse da laboratorio, comprese presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, adattate per migliorare i tuoi processi di compattazione dei materiali. Che tu stia producendo pezzi semplici o complessi, le nostre soluzioni garantiscono densità uniforme, difetti ridotti e maggiore efficienza. Contattaci oggi per discutere come possiamo supportare le esigenze del tuo laboratorio e aiutarti a ottenere risultati superiori!
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Quali opzioni di personalizzazione sono disponibili per le presse isostatiche a freddo elettriche da laboratorio? Personalizza pressione, dimensioni e automazione per il tuo laboratorio
- Qual è il principio operativo fondamentale di una Pressa Isostatica a Freddo (CIP) da Laboratorio Elettrica? Ottenere una uniformità superiore nella compattazione delle polveri
- A quale scopo vengono utilizzate le capacità ad alta pressione delle presse isostatiche a freddo da laboratorio elettriche? Raggiungere densità superiori e parti complesse
- Quali sono le caratteristiche delle soluzioni standard di laboratorio CIP elettriche pronte all'uso? Ottenere un'elaborazione immediata ed economicamente vantaggiosa
- Quali sono le applicazioni delle presse isostatiche a freddo da laboratorio elettriche in contesti di ricerca? Sviluppo e ricerca di materiali avanzati con CIP ad alta pressione
















