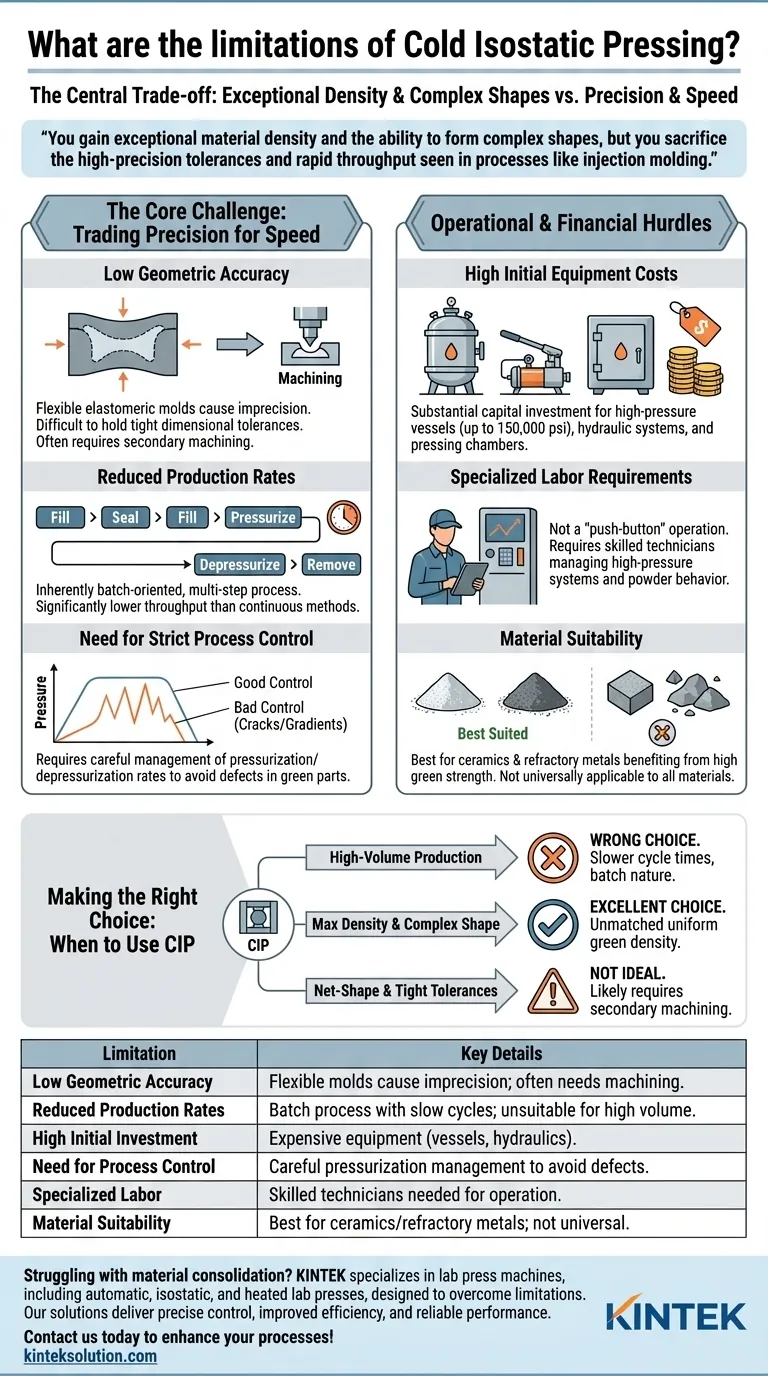
Nella sua essenza, i limiti principali della Pressatura Isostatica a Freddo (CIP) sono la sua relativamente bassa precisione geometrica, le velocità di produzione più lente rispetto ad altri metodi e l'elevato investimento iniziale richiesto per le attrezzature. Sebbene eccella nella creazione di pezzi uniformemente densi, lo fa a scapito della precisione dimensionale e della velocità di produzione.
Il compromesso centrale della CIP è chiaro: si ottiene un'eccezionale densità del materiale e la capacità di formare forme complesse, ma si sacrificano le tolleranze di alta precisione e l'elevata produttività osservate in processi come lo stampaggio a iniezione o la compattazione convenzionale a stampo.

La Sfida Centrale: Scambiare Precisione con Velocità
La Pressatura Isostatica a Freddo è uno strumento potente per consolidare le polveri, ma la sua meccanica fondamentale introduce vincoli specifici che è fondamentale comprendere.
Bassa Precisione Geometrica
La caratteristica distintiva della CIP — l'uso di uno stampo elastomerico flessibile — è anche una fonte primaria della sua imprecisione. La sacca dello stampo deve essere sottile e uniforme per funzionare efficacemente, ma la sua intrinseca flessibilità rende difficile mantenere tolleranze dimensionali strette.
Anche sotto una pressione perfettamente uniforme, la forma del pezzo finale è accurata solo quanto lo consente lo stampo deformabile. Ciò spesso richiede una lavorazione secondaria se l'alta precisione è un requisito finale.
Tassi di Produzione Ridotti
Il processo CIP è intrinsecamente orientato al lotto e a più fasi. Implica il riempimento dello stampo, la sigillatura, il posizionamento nel recipiente a pressione, l'esecuzione del ciclo di pressurizzazione e depressurizzazione e infine la rimozione del pezzo.
Rispetto ai processi automatizzati continui o ad alta velocità come lo stampaggio a iniezione, la CIP ha una produttività significativamente inferiore. Ciò la rende meno adatta per la produzione ad alto volume e a basso costo.
La Necessità di un Controllo di Processo Rigoroso
Ottenere un pezzo uniforme e privo di difetti non è automatico. Il processo richiede un attento controllo sui tassi di pressurizzazione e depressurizzazione.
Aumentare o diminuire la pressione troppo rapidamente può introdurre gradienti di densità o causare crepe nel pezzo compattato, noto come pezzo "verde". Ciò richiede una gestione esperta del processo per garantire qualità e consistenza.
Comprendere gli Ostacoli Operativi e Finanziari
Oltre alla meccanica del processo, la CIP presenta significative sfide pratiche ed economiche che possono limitarne l'adozione.
Alti Costi Iniziali delle Attrezzature
I macchinari necessari per la CIP rappresentano un investimento di capitale considerevole. I componenti chiave sono costosi da progettare e costruire in modo sicuro.
Ciò include vasi ad alta pressione progettati per contenere in sicurezza fluidi fino a 150.000 psi (1000 MPa), robusti sistemi idraulici per generare tale forza e le specializzate camere di pressatura.
Requisiti di Personale Specializzato
La CIP non è una semplice operazione "a pulsante". Richiede tecnici esperti nella gestione di sistemi ad alta pressione e nella comprensione delle sfumature del comportamento delle polveri sotto compattazione.
Il corretto funzionamento delle attrezzature e la progettazione di cicli di processo efficaci sono competenze critiche che contribuiscono al costo operativo complessivo.
Idoneità dei Materiali
Sebbene versatile, la CIP non è universalmente applicabile. Il processo è più adatto per il consolidamento di polveri ceramiche, metalli refrattari e altri materiali che beneficiano di un'elevata resistenza verde prima di una fase finale di sinterizzazione.
I materiali che non possono sopportare le pressioni isotrope estreme senza cambiamenti indesiderabili non sono candidati idonei per questo metodo.
Fare la Scelta Giusta per il Tuo Obiettivo
Comprendere questi limiti ti consente di posizionare correttamente la CIP tra le altre opzioni di produzione. La decisione di utilizzarla dipende interamente dall'obiettivo primario del tuo progetto.
- Se il tuo obiettivo principale è la produzione ad alto volume: La CIP è probabilmente la scelta sbagliata a causa dei suoi tempi ciclo più lenti e della sua natura orientata al lotto.
- Se il tuo obiettivo principale è la massima densità e resistenza in una forma complessa: La CIP è un'ottima scelta, poiché produce una densità verde uniforme ineguagliata da altre tecniche di pressatura.
- Se il tuo obiettivo principale è ottenere parti "net-shape" con tolleranze strette: La CIP non è l'ideale, poiché probabilmente richiederà una lavorazione secondaria per soddisfare i requisiti di precisione.
In definitiva, scegliere la CIP significa dare priorità al consolidamento uniforme del materiale rispetto alla velocità di produzione e alla precisione dimensionale iniziale.
Tabella Riassuntiva:
| Limitazione | Dettagli Chiave |
|---|---|
| Bassa Precisione Geometrica | Gli stampi flessibili causano imprecisione, spesso richiedendo lavorazioni secondarie per tolleranze strette. |
| Tassi di Produzione Ridotti | Processo a lotti con cicli lenti, inadatto per la produzione ad alto volume. |
| Alto Investimento Iniziale | Attrezzature costose come vasi a pressione e sistemi idraulici. |
| Necessità di Controllo del Processo | Richiede una gestione attenta della pressurizzazione/depressurizzazione per evitare difetti. |
| Personale Specializzato | Tecnici esperti necessari per il funzionamento e la progettazione del processo. |
| Idoneità dei Materiali | Ideale per ceramiche e metalli refrattari, non tutti i materiali sono compatibili. |
Stai riscontrando problemi con il consolidamento dei materiali nel tuo laboratorio? KINTEK è specializzata in macchine per la pressatura da laboratorio, incluse presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, progettate per superare i limiti come quelli della Pressatura Isostatica a Freddo. Le nostre soluzioni offrono un controllo preciso, maggiore efficienza e prestazioni affidabili per le esigenze del tuo laboratorio. Contattaci oggi per discutere come possiamo migliorare i tuoi processi e ottenere risultati migliori!
Guida Visiva
Prodotti correlati
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Macchina isostatica fredda di pressatura CIP del laboratorio spaccato elettrico
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
Domande frequenti
- Quali sono le caratteristiche delle soluzioni standard di laboratorio CIP elettriche pronte all'uso? Ottenere un'elaborazione immediata ed economicamente vantaggiosa
- Quali tipi di materiali possono essere compattati utilizzando presse isostatiche a freddo da laboratorio elettriche? Ottieni una densità uniforme per metalli, ceramiche e altro ancora
- A quale scopo vengono utilizzate le capacità ad alta pressione delle presse isostatiche a freddo da laboratorio elettriche? Raggiungere densità superiori e parti complesse
- In che modo la pressatura isostatica a freddo (CIP) elettrica contribuisce al risparmio sui costi? Sblocca efficienza e riduci le spese
- Qual è il principio operativo fondamentale di una Pressa Isostatica a Freddo (CIP) da Laboratorio Elettrica? Ottenere una uniformità superiore nella compattazione delle polveri









