In sintesi, il compromesso tra la compattazione isostatica e i metodi tradizionali è una scelta strategica: scambiare costi iniziali più elevati e tempi di ciclo più lenti con componenti che presentano densità, uniformità e capacità di sagomatura complessa superiori. La pressatura isostatica eccelle dove l'integrità e le prestazioni del materiale non sono negoziabili, mentre i metodi tradizionali come la pressatura uniassiale in matrice spesso vincono in termini di velocità di produzione ed efficienza dei costi per geometrie più semplici.
La decisione di utilizzare la compattazione isostatica dipende dal tuo obiettivo primario. Mentre la pressatura tradizionale è ottimizzata per la produzione ad alto volume di forme semplici, la compattazione isostatica è la scelta migliore per componenti critici e ad alte prestazioni dove le proprietà uniformi del materiale e la complessità geometrica sono fondamentali.

Il Vantaggio Fondamentale: Pressione Uniforme
Per comprendere i compromessi, devi prima cogliere la differenza fondamentale nel modo in cui viene applicata la pressione. I metodi tradizionali sono tipicamente uniassiali, spingendo una polvere da una o due direzioni all'interno di una matrice rigida. La pressatura isostatica è fondamentalmente diversa.
Come Funziona la Pressatura Isostatica
La compattazione isostatica prevede il posizionamento della polvere in uno stampo flessibile e la sua immersione in un fluido all'interno di una camera ad alta pressione. La pressione viene quindi applicata al fluido, che la trasmette uniformemente e simultaneamente da tutte le direzioni sullo stampo.
Questo processo può essere eseguito a diverse temperature:
- Pressatura Isostatica a Freddo (CIP): Eseguita a temperatura ambiente.
- Pressatura Isostatica a Caldo (WIP): Utilizza un mezzo liquido riscaldato per materiali che beneficiano di temperature elevate durante la compattazione.
- Pressatura Isostatica a Caldo (HIP): Utilizza alta pressione e alta temperatura contemporaneamente, consentendo la completa densificazione e la riparazione di difetti interni.
L'Impatto sulla Densità e l'Uniformità
Nella pressatura tradizionale in matrice, l'attrito tra la polvere e le pareti rigide della matrice crea significativi gradienti di densità. La parte è più densa vicino alla faccia del punzone e meno densa al centro e agli angoli.
La pressatura isostatica elimina l'attrito della parete dello stampo. Poiché la pressione viene applicata uniformemente da tutti i lati, si ottiene una densità molto più uniforme in tutto il componente. Ciò consente anche densità complessive più elevate a una data pressione di compattazione.
Sbloccare la Libertà Geometrica
I metodi tradizionali sono vincolati dalle limitazioni di un set di matrici rigide. Forme complesse, sottosquadri o rapporti lunghezza-diametro elevati sono difficili o impossibili da produrre.
Poiché la pressatura isostatica utilizza uno stampo flessibile, offre una vasta flessibilità di forma. Ciò consente la produzione di componenti altamente complessi con caratteristiche interne ed esterne intricate, spesso creando una "forma quasi finita" che richiede una minima post-lavorazione.
Analizzare i Guadagni di Prestazioni
La pressione uniforme della compattazione isostatica si traduce direttamente in miglioramenti misurabili delle prestazioni e dell'affidabilità dei componenti.
Proprietà Meccaniche Superiori
L'elevata densità uniforme ottenuta tramite pressatura isostatica porta a componenti con resistenza uniforme e proprietà meccaniche prevedibili in tutte le direzioni. Ciò riduce le sollecitazioni interne e i punti deboli, il che è particolarmente critico per le parti realizzate con materiali fragili come ceramiche o polveri fini.
Riparazione dei Difetti Interni con HIP
La Pressatura Isostatica a Caldo (HIP) è unica nella sua capacità di chiudere ed eliminare la porosità interna o i vuoti all'interno di una parte fusa o compattata. La combinazione di calore e pressione elevati può persino formare legami metallurgici, riparando efficacemente i difetti interni e migliorando drasticamente la durata a fatica e l'integrità strutturale.
Consentire Design Più Leggeri e Resistenti
Con proprietà del materiale più uniformi e prevedibili, gli ingegneri possono progettare componenti con maggiore sicurezza. Ciò elimina la necessità di "sovra-ingegnerizzare" le parti con materiale extra per compensare potenziali punti deboli, consentendo la progettazione di componenti più leggeri ed efficienti che soddisfano comunque rigorosi standard di prestazioni.
Comprendere i Compromessi e i Costi
La qualità superiore delle parti pressate isostaticamente ha un costo. Comprendere questi svantaggi è fondamentale per prendere una decisione informata.
Costi Elevati di Attrezzature e Utensili
Le presse isostatiche sono recipienti ad alta pressione, che rappresentano un investimento di capitale significativamente più elevato rispetto a una pressa meccanica o idraulica standard. Sebbene gli stampi flessibili possano essere meno costosi degli stampi in acciaio temprato per piccole serie, il costo complessivo dell'attrezzatura è una considerazione importante.
Tempi di Ciclo Più Lenti
Il processo di caricamento dello stampo, sigillatura del recipiente, pressurizzazione, depressurizzazione e scarico è intrinsecamente più lento rispetto all'azione rapida di stampaggio di una pressa tradizionale. Ciò si traduce in una minore efficienza di produzione e un costo per parte più elevato, rendendolo meno adatto per componenti ad alto volume e di tipo commodity.
Pressatura Tradizionale: Quando la Velocità è Re
Per forme semplici come rondelle, boccole o compresse di base dove piccole variazioni di densità sono accettabili, la pressatura uniassiale tradizionale è di gran lunga più economica. La sua alta velocità e il costo inferiore dell'attrezzatura la rendono la scelta indiscussa per la produzione di massa dove le massime prestazioni del materiale non sono il fattore primario.
Fare la Scelta Giusta per il Tuo Obiettivo
La selezione del processo corretto richiede l'allineamento dei punti di forza della tecnologia con le esigenze specifiche del tuo progetto.
- Se il tuo obiettivo principale è la produzione ad alto volume e a basso costo: la pressatura tradizionale in matrice è la scelta più logica ed economica per geometrie semplici.
- Se il tuo obiettivo principale sono le massime prestazioni e affidabilità: la pressatura isostatica, in particolare l'HIP, è la scelta definitiva per componenti critici dove il fallimento non è un'opzione.
- Se il tuo obiettivo principale è la creazione di geometrie complesse: la pressatura isostatica offre la libertà di progettazione per produrre forme quasi finite impossibili da ottenere con matrici rigide.
Comprendendo questo fondamentale compromesso tra velocità e costi rispetto a prestazioni e complessità, puoi selezionare con sicurezza il processo di produzione che si allinea perfettamente con i requisiti tecnici e gli obiettivi aziendali del tuo componente.
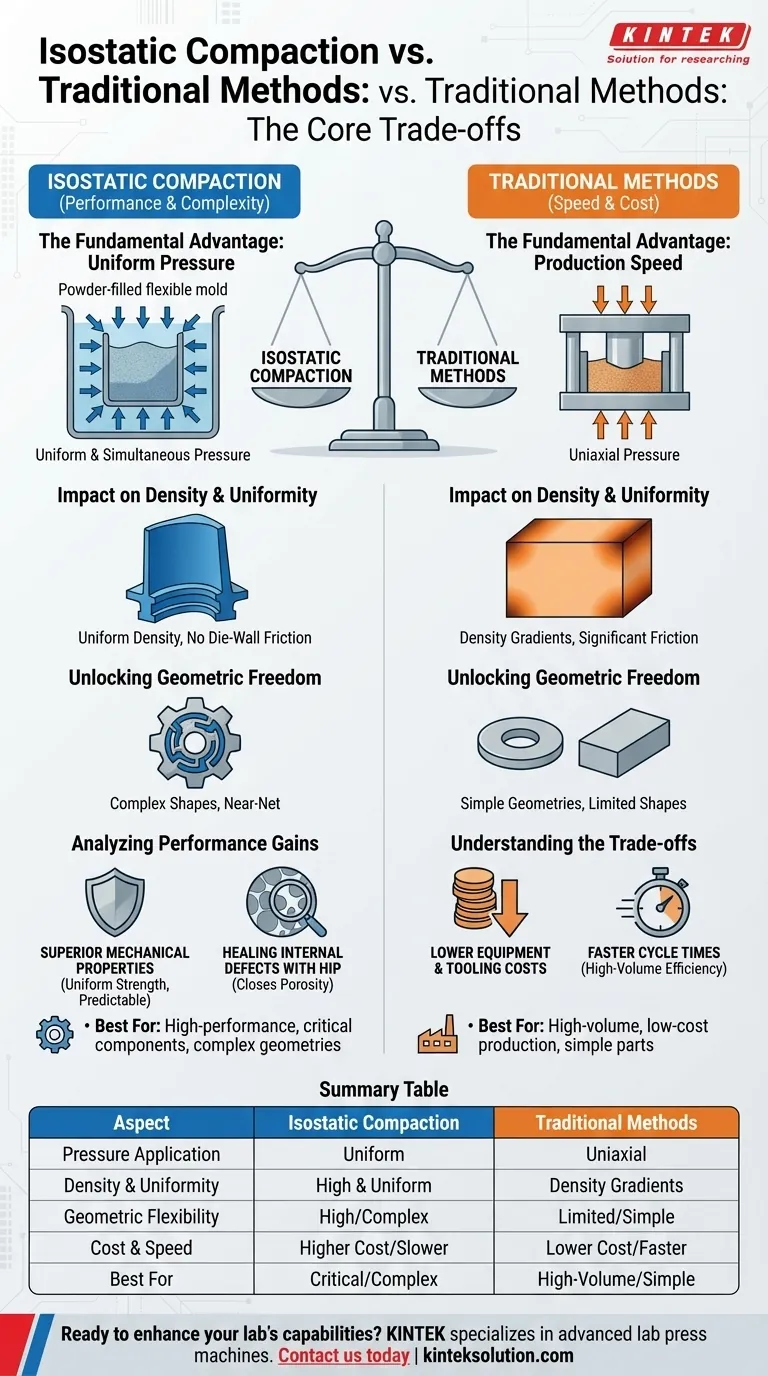
Tabella riassuntiva:
| Aspetto | Compattazione Isostatica | Metodi Tradizionali |
|---|---|---|
| Applicazione della Pressione | Uniforme da tutte le direzioni | Uniassiale (una o due direzioni) |
| Densità e Uniformità | Elevata e uniforme in tutto | Gradienti di densità, meno uniforme |
| Flessibilità Geometrica | Elevata (forme complesse, quasi finite) | Limitata (geometrie semplici) |
| Costo e Velocità | Costo più elevato, tempi di ciclo più lenti | Costo inferiore, produzione più rapida |
| Ideale Per | Componenti critici, ad alte prestazioni | Parti semplici, ad alto volume |
Pronto a migliorare le capacità del tuo laboratorio con la giusta soluzione di compattazione? KINTEK è specializzata in presse da laboratorio avanzate, comprese presse da laboratorio automatiche, presse isostatiche e presse da laboratorio riscaldate, su misura per le esigenze del tuo laboratorio. Che tu stia producendo componenti ad alte prestazioni o ottimizzando per l'efficienza dei costi, la nostra esperienza garantisce densità, uniformità e sagomatura complessa superiori. Contattaci oggi per discutere come le nostre soluzioni possono guidare il tuo successo!
Guida Visiva
Prodotti correlati
- Macchina di pressatura isostatica a freddo CIP automatica da laboratorio
- Stampi di pressatura isostatica da laboratorio per lo stampaggio isostatico
- Pressa isostatica a caldo per la ricerca sulle batterie allo stato solido Pressa isostatica a caldo
- Macchina isostatica a freddo del laboratorio elettrico per la stampa CIP
- Manuale freddo isostatico pressatura CIP macchina Pellet Pressa
Domande frequenti
- Qual è la funzione principale di una pressa isostatica a freddo (CIP) nella preparazione dei NASICON? Raggiungere il 96% della densità teorica
- Quali sono le caratteristiche chiave dei sistemi automatizzati di pressa isostatica a freddo (CIP) da laboratorio? Ottieni un consolidamento preciso delle polveri ad alta pressione
- Perché la pressatura isostatica a freddo (CIP) viene applicata dopo la pressatura uniassiale? Ottimizzare la densità del precursore del superconduttore
- Perché è necessaria una pressa isostatica (CIP) dopo la pressatura uniassiale? Ottenere la trasparenza nelle ceramiche di Nd:Y2O3
- Quali tipi di attrezzature sono disponibili per la pressatura isostatica a freddo?Esplora le soluzioni CIP per laboratori e produzione







